���I���a���I�Ͻ�䓹�
��˾䓹ܬF؛�YԴ����Ҏ���Rȫ���|���r��
��˾䓹ܬF؛�YԴ����Ҏ���Rȫ���|���r��
һ������
����һ�������ܵ�Ͷ�\�r�g�^�L�����y�T���^������Ҫ�M�и��£��ܵ��N�12Cr1MoV�Ͻ�䓹���Ҏ��� �� 273�� 28�����˱��C�������ܵ��İ�ȫ�\�У���횷����Ͻ�䓹��ĺ������M�к��ӹ�ˇ�u�������ƶ��ɿ���12Cr1MoV��ڏ��Ͻ�䓹ܺ��ӹ�ˇ��
���������Է���
1�����W�ɷ����c
12Cr1MoV �Ļ��W�ɷ�Ҋ��1��
�� 1 12Cr1MoV �Ļ��W�ɷ�
| �̖ | ���W�ɷ�(��) | |||||
| C | Mn | Si | Cr | Mo | V | |
| 12Cr1MoV |
0.08��0.15 | 0.40��0.70 | 0.17��0.37 | 0.90〜1.20 | 0.25��0.35 | 0.15��0.30 |
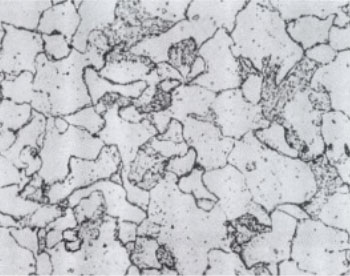
�D1 12Cr1MoV����M��
�����ɱ��Д�����Ҋ�� 12Cr1MoV ���� 1Cr-0.5Mo-V ���͟�䓣�ͨ�^����������ɴ_�����Ľ���M��������w�ͣ���D1 ��ʾ���D�п�Ҋ��K�F���w�M������С̼�����ھ���;��ȳ����� ���� Cr�� Mo �ļ��룬䓵Ŀ������ԡ��ߜ؏��ȵõ��@�����ƣ������� V���Mһ������䓵ğᏊ�ԡ�
2�������Ե��g���Д෨
�����������H���Ӆf���� IIW ���������̼������ʽ��
CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15(%)
�����ɱ�1 �Ĕ���Ӌ��� 12Cr1MoV �� CE�� IIW ���s�� 0.52%����Ҋ䓲ĺ����Ա��^���ǰ�茦�����M���A�ᣬ�����茦�����M�П�̎����
3����Ӱ푅^Ӳ�������Ѽy
����Cr��Mo��V �ȺϽ�Ԫ�صļ��룬һ���������䓲ĵ����ܣ���һ����Ҳ��䓲ĵĺ����Ԯa���˺ܴ��Ӱ푡���s�ٶ��^�ܿ��� �γ��R���w�����^�ߵĴ�Ӳ�M�������Ϻ�ڹܵ��ľ��������^��͚�ĔUɢ�ۼ����������ڟ�Ӱ푅^�������Ѽy��
4���ٟ��Ѽy
������ڸߜ��\�Еr���ٟ��Ѽy�a���ڟ�Ӱ푅^�Ĵ־��^�����γɜض�һ���� 500~700�棬ͬ�r���Ӆ^���^��Ě������������в�ͬ�̶ȵđ������С���ԓ�ܵ��� 535�������\�У��ٟ��Ѽy�������Ժܵͣ��ڲ��ú�ǰ�A�ᣬ���ƌ��g�ضȵ���r�£��ٟ��Ѽy�ǿ������Ƶġ�
�������ӹ�ˇ
1�����ӷ���
�����鱣�C�������ܵ��ȱ��坍�ͺ��p�����|�����Q�������u�O�廡����ף��ֹ�늻����w��ĺ��ӷ�����
2�����Ӳ���
�����鱣�C���p����ͬĸ��ƥ�䣬���б�Ҫ�ĸߜؿ������Ժ͟Ꮚ�ԣ����p�ɷ֑������cĸ��������x�� TIG-R31 ���z�� R317 ���l�M�к��ӣ��͚��ͺ��l���x�ÿ���Ч�ر������Ѽy�Įa�������Ӳ��ϵĻ��W�ɷ�Ҋ��2��
���zʹ��ǰ����P�������ۣ���¶�����ٹ�
�ɡ����lʹ��ǰ
��2 R317 �� TIG-R31 �Ļ��W�ɷ�
| �̖ | ���W�ɷ�(��) | |||||
| C | Mn | Si | Cr | Mo | V | |
| R317 | 0.05��0.12 | 0.90 | 0.60 | 1.00��1.50 | 0.40��0.65 | 0.10��0.35 |
| TIG-R31 | 0.06��0.12 | 0.75��1.05 | 0.45��0.70 | 1.10��1.40 | 0.45��0.65 | 0.20��0.35 |
������ 400�����Ⱥ�� 2h��ʹ�Õr���� 100�汣��Ͳ�ȣ��S���Sȡ���u�O�廡����늘O������u�����鱣�C�������p���|������⼃���� 99.95%���ϡ�
3���¿��Ƃ估����
������p�ٺ��ӑ�����׃�Σ����C���������M���ܱ������Ѽy���ٟ��Ѽy�Įa����������D2 ��ʾ�Ć��� U ���¿ڣ� �¿ڽǶ� �� =15�㣻 �g߅ P=2mm�������g϶ b=2.5mm���돽 R=5mm��
�������ڽM�bǰ�����ڃɂ� 15mm �����ȵ��͡��ᡢ�����P�������Ƀ���ֱ���l�����ٹ�ɡ�
�������ֹ�ں��Ӻ͟�̎���^���Юa��׃�κ��ӑ��������ڽM�b�r���ܵ��̶���
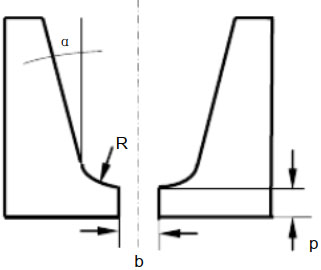
�D2 ����U���¿�ʾ��D
4���A��͌��g�ض�
�����A���ǜp�����p���ٺͺ��ӟ�Ӱ푅^����s�ٶ�����Ч�Ĵ�ʩ���ɽ��ͺ��ӽ��^��Ӳ�ȣ�ʹ�����ڏĺ���̎�Uɢ�ݳ�����ֹ�������Ѽy�Įa��������ָ�����A��ضȵ��^�ߣ�һ���携���˄ڄӗl������һ�����ھֲ��A��ėl���£����ڮa���˸��ӑ������������ӄ��ˮa�����ѡ���ˣ������A��ض�Խ��Խ�ã����������x���A��ضȡ�
�����҂��x���ձ��ٺ������ͨ�^�������_����̼������ʽ��

ʽ�У�
A(C)��̼���m��ϵ����
A(C)=0.75+0.25tgh��20(C-0.12)����h ��䓲ĵĺ�� (mm)��
�������ձ�1������Ӌ��� CEN=0.42�� ���̼�����c�A��ضȵ����P�D���ó��A��ضȼs�� 130�棬�҂��Q���x�� 150����A��ضȡ�
5������Ҏ��
����������Ҫ�ĸ߉��ܵ����p�����������Ŀ��Ƒ�ԓ�LJ���ġ��������^�����ں��ӟ�����ã��������Ӱ푅^�^��ʹ�����ִ��ͽ��^�Ŀ������ܡ����������^С�����ڽ�������s�r�g����ʹ��Ӱ푅^��Ӳ��Ҳ�����ښ���ݳ����ʶ�Ҳ�������уA�C�������ɷ������أ��҂��x���3 �еĺ���Ҏ����
��3 ����Ҏ��
| �Ӵ� | ���ӷ��� | ���Ӳ��� ��̖Ҏ�� | ���� 늉� |
������� | ����O�� | ���� �ٶ� |
���w ���� |
| 1 | Ws | TIG-R31,��2.5 |
22V | 90A | ���� | 70mm/m | 1OL/m |
| 2 | D | R317,��3.2 |
22V | 100A | ���� | 80mm/m | |
| 3 | D | R317,��4.0 |
22V | 110A | ���� | 90mm/m | |
| 4 | D | R317,��4.0 |
22V | 110A | ���� | 90mm/m | |
| 5 | D | R317,��4.0 |
22V | 120A | ���� | 1OOmm/m |
6������Ҫ�c
�����u�O�廡����וr�����ý��|���������ӕr���ö̻����������c�����g���x�����^ 10mm������ǰ�͚⣬����ͣ�⣬�ջ��ɲ��Üp�ٺ��������p�����ٶ�Ӻ��z����ɡ�
�����ֹ�늻����r��ע����g�������Է�ֹ�a����ס��A����ȱ�ݣ�����ȱ�ݑ������P���غ���
�������ӕr��������һ�κ��꣬���ֹ���������ӷe�ۺͮa������׃�ζ����������������У����������� 300�����ҵČ��g�ضȡ�
7�������̎��
�����������Ѽy�a�������������ǚ䡢���Ӛ��������ʹ�Ӳ�M�������r��̎����ʹ�Uɢ�����ݳ�����һ���̶��Ͻ��ͺ��ӽ��^�Ě��������������m�����ƽM�����ʹ�Ӳ�ԡ� ���ԣ� �鱣�C�����|������̎���ں��������M�С�
�����҂��x���� 720���� 1.5h �ğ�̎����ˇ�����ֹ���ӽ��^�a�����ӑ��������������ٶȿ����� 200�� /h����̎���^��Ҋ�D3��
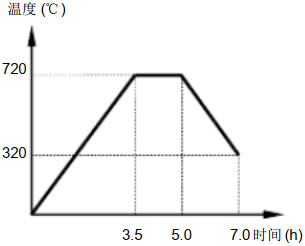
�D3 ��̎���^��ʾ��D
�ġ����ӹ�ˇ�u��
1���������
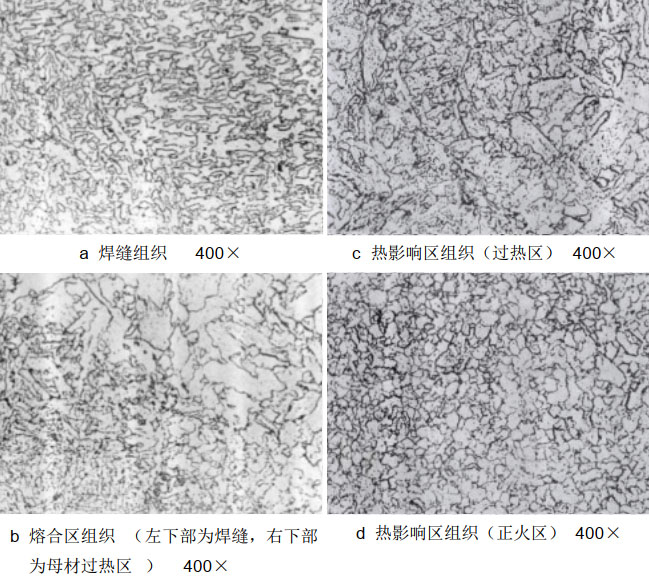
�D4 ���p�͟�Ӱ푅^����M���D
����ͨ�^�D4 ��ʾ�ĺ��p�͟�Ӱ푅^����M���D��Ҋ�����p�͟�Ӱ푅^���w���ɫ�F���w����С̼������ijЩ�F���w�K�ȳ�����
2��������ˇ�u��ԇ�
�������p���^�z�ϸ�Ӳ�șz�Y���� HB223 ���o�p̽���Y���� UT��RT����ڙz���W����ԇ�z�yָ�˾��ϸ�
�塢�YՓ
��������ᘌ�12Cr1MoV��ڏ��Ͻ�䓹ܺ��ӆ��}���������� TIG-R31 ���z��ף�R317 ���l�w�棬���Y�Ϻ�ǰ�A��ͺ����̎���ĺ��ӹ�ˇ�����`�C���������@�N���ӹ�ˇ�M�к��ӿ��ԫ@�ø��|���ĺ��p�����C�ߜعܵ��İ�ȫ�\�С�