���I(y��)���a(ch��n)��(j��ng)�I�Ͻ�䓹�
��˾䓹ܬF(xi��n)؛�YԴ����Ҏ(gu��)���Rȫ���|(zh��)��(y��u)�r��
��˾䓹ܬF(xi��n)؛�YԴ����Ҏ(gu��)���Rȫ���|(zh��)��(y��u)�r��
�߉����������ܵ������c���bʩ��������LNG�Ŀ
Ŀ�
һ�����̸���
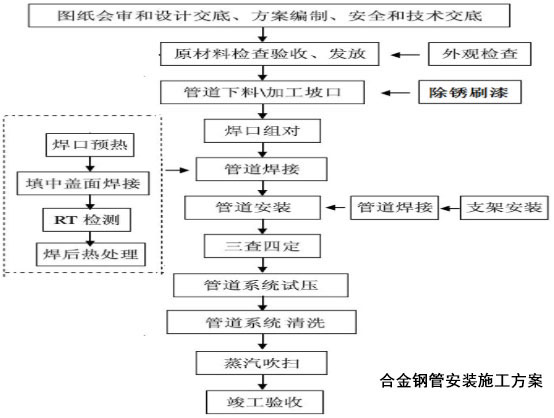
����ʩ����ˇ����
����ʩ�����������g��ʩ
�ġ��|(zh��)�����C��ʩ
�塢��Ҫʩ���C��һ�[��
������ȫ���g��ʩ
�����_ʼ
һ�����̸���
�����߉����������ܵ��Ŀ�xȡ�Ͻ�䓹������|(zh��)/�̖/��̖/䓼� 12Cr1MoVG��Ҏ(gu��)��� ��355.6�� 38mm, �L�ȼs��120m��
��������(j��)��
�����I(y��)���ٹܵ�����ʩ�������Ҏ(gu��)���� GB 50184-2011
���F(xi��n)���O�䡢���I(y��)�ܵ����ӹ���ʩ�������Ҏ(gu��)���� GB 50236-98
��ʯ���t�f䓹ܺ���Ҏ(gu��)�̡� SH3520-91
���ܼܘ˜ʈD�� HG/T 21629-1999
����ʩ����ˇ����
����ʩ�����������g��ʩ
1��ʩ���ʂ�
1.1������䓽Y(ji��)��(g��u)�Լ��ӹܵ��Ѱ��b��λ�F(xi��n)���ѽ�(j��ng)�߂�߉��ܵ�ʩ���l����
1.2���OӋ���������g�ļ��Rȫʩ���D���ѽ�(j��ng)�Ԍ����������M�ЈD���OӋ���ס�
1.3���Ͻ�䓹ܵ�ʩ�����ϡ��ڄ������C���Rȫ��ʩ���h(hu��n)������Ҫ��ʩ����ˮ��늵ȿ��ԝM����Ҫ���ܱ��C�B�m(x��)ʩ����
1.4��ʩ�������ѽ�(j��ng)���ʲ����M�M�н��ס�
1.5���M����M�ˆT��Ϥ�D��������(zh��)�еļ��gҎ(gu��)����
2��������ա��z��c����
2.1�����еĺϽ�䓹ܵ����ܼ����y�T��������S�ĺϸ��C������(n��i)���Rȫ�ұ���c�OӋҪ����һ�¡�
2.2�����ӡ��ܼ����y�T��ʹ��ǰ���M�����^�z������摪��������Ҫ��
A���o�Ѽy���s�ס��A�����۵�����Ƥ��ȱ�ݡ����IJ���Ҫ��Ҏ(gu��)����̖�����|(zh��)/�̖/��̖/䓼��ѷŲ�����ʾ�⡣
B���o���^�ں�ؓƫ����P�g�����ݼ������Cе�p����
C���Ͻ�䓹ܵ����ܼ��Ȳ����ϑ������@�IJ��|(zh��)/�̖/��̖/䓼����t��̖�Ș�ӛ�����^�z�ϸ�ĺϽ�䓹ܵ����ܼ����ǰ��ˢ�tɫɫ�ˡ�
2.3�����m�ܷ��摪ƽ���❍������ë�̼�؞ͨ�ď���ϲۡ���˨����ĸ���ݼy�������o���ۡ�ë�̵�ȱ����˨�c��ĸ��������ßo�Ʉӻ��F(xi��n)��
2.4���Ͻ�䓹ܵ�����M�ɼ���ʹ��ǰ�M�� 100%���V����������Y(ji��)������c�����|(zh��)���C���ļ�һ�¡�
2.5�������I�ñ��܆T���ξ��D�l(f��)�ϲ������I��ӛ��I���˺����Rȫ��
2.6��ʩ���ˆT�����ò���IJ���Ҫ���r�������Ø�ӛ���Ʊ��܇����������
2.7����ɰ���P�_���o�P�ߡ�����Ƥ���s����P�ȼ��_�� Sa2.5 ���ˣ�
2.8��ˢ�����������Ĥ��ȑ��_��Ҏ(gu��)������Ҫ��ȡ� 40�� m����
2.9����ɰ�܃�(n��i)�������ۡ��s���ʯ�������Ƀ���
3���ܵ����Ϻ��¿ڼӹ�
3.1���Ͻ�䓹ܵ��и�����ǰ��횴_�J�����ѽ�(j��ng)��(j��ng)�^���V�z�ϸ������ù��ӡ��ܼ��ȵIJ��ϵȼ������|(zh��)/�̖/��̖/䓼�Ҫ�c�D��һ�¡�
3.2���ܵ��и�����ǰ�����r���ò��|(zh��)/�̖/��̖/䓼���ӛ����ֲ��ֹ���ϻ�y��
3.4���Ͻ�䓹ܵ���������Ȳ���и�����и���пڲ��֑����мӹ��������������������Ƥ�������氼��ƽ̎��ĥƽ����
3.5���Ͻ�䓹ܵ��¿ڼӹ����¿��M�����^�z���¿ڱ��治�����Ѽy���ӵ�ȱ�ݡ���Ҫ�r�M�б��� PT�z�顣
3.6���Ͻ�䓹ܵ��¿ڵ��Ƃ亸���¿څ����±���
ע�¿ڵ��|(zh��)������������Ҫ��
�� ����ƽ���������Ѽy����Ƥ��ë�̡����s��
�� �и�����������������ȑ��������
�� ����Aбƫ�������⏽�� 1%�����ó��^ 2mm
�� �¿ڳߴ�ͽǶȑ�����Ҫ��
�� ��ĥ�Ƀ����¿�̎���F(xi��n)��ɫ����ҟo�P�E��
3.7�����йܵ��и��ꮅ�� �����r���ò��|(zh��)/�̖/��̖/䓼���ӛ ��ֹ��y��
3.8���ܵ��A�Ʊ�횿��]�\ݔ�Ͱ��b�ķ��������{(di��o)����ڡ�
4���ܵ��M��
4.1�� �ܿڽM�bǰ�������ڱ��漰��(n��i)��������Ƀ�ֱ���l(f��)�����ٹ��ÿ��(c��)�������� 20mm���ϣ��܃�(n��i)�����S���s������ۡ�
4.2�� ���ӹܼ��M���r��횱��C��(n��i)��ƽ�����(n��i)���e߅�������ڹܵ��ں�� 10%�Ҳ����� 1mm��
4.3��֧���c���ܵ����ęM��ƫ����^�� 1.5mm��
4.4�����m��˨���Qˮƽ�� ƫ����^�� 1.6mm��
4.5���ܵ��M���r��λ���p����������Ҫ��
�� ��λ��������횳��C�ύ���λ�����ӹ�ˇ����c��ʽ���ӵĺ��ӹ�ˇ��ͬ��
�� ��λ�����p�L�ȑ��� 10~20mm �Һ��p��ȡ� 6mm����λ�����Ñ�����
�� ��λ�����ӱ�횰�����ʽ������ͬ��ˇ�M�к����A����ȡ�A�᷶�������ֵ 300 ���A�᷶���ĺ��p������ɂ�(c��)����С�� 3 ���ں��Ҳ�С�� 100mm��
4.6���ܵ��M����λ�����c�Ͻ��ĸ�ĺ��ӕr����������Ҏ(gu��)��
�� ���ߺ��Ӳ��ϡ����ӹ�ˇ���c��ʽ������ͬ��
�� ���ߺ��ӱ�횰�����ʽ������ͬ��ˇ�M�к����A�� ��ȡ�A�᷶�������ֵ 300���A�᷶���ĺ��p������ɂ�(c��)����С�� 3 ���ں��Ҳ�С�� 100mm��
�� ���ߵIJ������ڟ�̎��֮ǰ��ɡ�����rʹ������Ȳ�����и��ɰ݆�и�ò����ô�ȥ������p��ĸ�Ļ�a(ch��n)���Ѽy��
�� ����ȥ������ĥ���p���M�б���B�z�y��
4.7�� �A�ƵĹܶΑ���������� ��Ҫ�r���M�мӹ��A���ꮅ���(n��i)�������Ƀ��ܿڷ��]���Ŵ����b��
5��֧�������������b
5.1��֧������ʽ�����|(zh��)/�̖/��̖/䓼����ӹ��ߴ缰���ӷ����OӋҪ��
5.2�����p�M�����^�z�鲻����©����Ƿ����ҧ���ȱ�ݡ�
5.3���ܵ����b�r�����r�M��֧���ܵĹ̶����{(di��o)��λ�Ñ����_���bƽ���ι��c���ӽ��|���á�
5.4������֧�ܻ�֧�ܵĻ����摪������������б�������ȬF(xi��n)���䰲�bλ�Ñ���֧����������λ�Ʒ���ƫ��ƫ��ֵ����λ��ֵ��һ������OӋҪ���b�^��Ӳ��÷��K��λ�ơ�
5.5��֧�����ɑ���ϵ�y(t��ng)���b�Y(ji��)���ұ��غɲ���R�r�̶����������N�S�����OӋ�{(di��o)�����ɵĉ��s������ӛ䛡�
5.6�����л��֧�ܵĻ�Ӳ��־���¶�����ڹ��Ӻ�֧���g����ľ�K��
5.7���ܵ����b�r����ʹ���R�r֧���ܡ���ʹ���R�r֧���ܕr�����c��ʽ֧����λ�����_ͻ�����O�����@��־���ڹܵ����b�ꮅ���r�����
5.8����λ�ƵĹܵ�����ؓ���\�Еr�����r��֧�����M�Йz����{(di��o)����
6���Ͻ�䓹ܵ�����
6.1���Ͻ�䓹ܵ����Ӳ��Ú廡����ס��ֹ�늻�������w�档
6.2���Ͻ�䓹ܵ����Ӳ����x��Ҋ�±�
| �ܵ����|(zh��)/�̖/��̖/䓼� |
���z��̖ |
���l��̖ |
| 12Cr1MoVG |
TIG-R31 |
R317 |
6.3�����ı�횾����|(zh��)���C�������ҙz��Ŀ�ͼ��gָ�ˑ�����Ҏ(gu��)��Ҫ��
6.4������ʩ��ǰ�������(j��)�ѽ�(j��ng)���ʵĺ��ӹ�ˇ�u�����ƺ��ӹ�ˇҎ(gu��)�̡�
6.5�����¹ܵ����ӵĺ������ȡ��ʩ���Ŀ�ĺ����Y���C��������횇����պ��ӹ�ˇҎ(gu��)��Ҏ(gu��)���ĺ��Ӆ���(sh��)�M��ʩ����
6.6�� ���lʹ��ǰ���f����Ҏ(gu��)���M�к���� 350~380��濾 1 С�rʹ���^���б��ָ��ﺸ�l�濾����к濾ӛ��Ұl(f��)�š����ա��I��ӛ��Rȫ��
6.7������I���ĺ��l���^ 4 С�rδʹ�ñ�����º濾�Һ濾�Δ�(sh��)���ó��^�ɴΡ�
6.8�����zʹ��ǰ�����������ۡ��P�g�ȡ�
6.9���Ͻ�䓹ܵ�����Ҫ�c
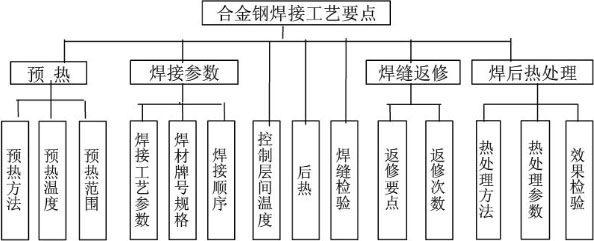
7���ܵ�����ע�����
7.1�����Ӻ��ӕr���^��λ����·�ֹ�����L��
7.2�����ں���������Ƀ��ں��ڸ������_��ӛ����̖���������ڡ�
7.3���h(hu��n)���ضȵ��� 0�㡢��ѩ��⡢������ȴ��� 90���ֹ����L�ٴ��� 8ms���廡���L�ٴ��� 2ms�r���Dz�ȡ���o��ʩ ( �����L����������҃�(n��i)�ӟ�� ) ��t����ʩ����
7.4���������¿����ĸ�ı���������ԇ��������ֹ늻�����ĸ�ġ�
7.5���Ͻ�䓹ܵ���ǰ�A��
�� 12CrMoVG�ܵ����ӱ���M�к�ǰ�A�� , �A��ضȷ����� 200�� ~300o
�� �����A�᷽������늼ӟ��A�������¿ڃɂ�(c��)�����M�У���ֹ�ֲ��ܟ�
�� �ӟ᷶����ܵ��������ľ��ɂ�(c��)����С�������ں��Ҳ�С�� 50mm���� �ӟ�^(q��)������100mm������횲�ȡ���ش�ʩ �ԜpС�ض��ݶȡ�
7.6������
�� ����ʩ���r������횇����պ��ӹ�ˇҎ(gu��)��Ҏ(gu��)���ĺ��Ӆ���(sh��)�M��ʩ���������^����Ҫ��(j��ng)���ęz�y���p���g�ضȱ�횿����� 200�� ~300���ط�����(n��i)���ض��^�͕r ����ȡ�ӟ��ʩ��
�� �ܵ����Ú廡������ӡ��A��ض��_��Ҫ��� �������M�д���� ����һ���Դ���ꮅ�ҵ،Ӻ��p���ٺ�Ȳ������� 3mm��
�� ����Y(ji��)�����ڱ����g�ضȵ�ǰ���������_ʼ��亸�� ����ÿ�����p�����M�С� ���Дຸ�� ��횲�ȡ���ء����估���ȴ�ʩ��
�� ���º���ǰ��������A�ᡣ ����ǰ����M�Йz�� �_�J�o�Ѽy�ɰ���ԭ��ˇ����(sh��)�^�m(x��)���ӡ�
7.7�����p�z�
�����ܵ����p�����䡢 �w�溸������M�б������^�z��ϸ�� ͣ�������� 24 С�r���M�� 100%�侀�z�� Ҫ���_�� JB/T4730-2005 �� II ���ϸ�
7.8�����p����
�� ���p���ޱ���ھ��ƺ��ӷ���ˇ�ļ�֮ǰ�M�С�
�� ��Ҫ���ĺ��p���ʴ_�ҳ�ȱ��λ�÷����p�r��ԭ���ӹ�ˇ�M�С��a����ˇ�cԭ���ӹ�ˇ��ͬ�����p�����a�����A��ضȑ�����ԭ�����A��ضȡ��A�᷶���������U��
�� ͬһ��λ�ĺ��p���Δ�(sh��)�˲����^�ɴ��糬�^�ɴΡ�
7.9�����p�����̎��
�� �ܵ������̎�푪�ں��ӽY(ji��)���������M�к����̎����
�� ���p�����̎������늼ӟᷨ�ڟ�̎���^���Б��ܜʴ_�ؿ��Ƽӟ�ض���ʹ�����ضȷֲ�����
�� ���p�ӟ᷶���麸�p���Ğ���ʃɂ�(c��)����С���������p�����Ҳ�С�� 25mm���ӟ�^(q��)������ 100mm������(n��i)Ҳ����M�б��ء�
�� ��̎�텢��(sh��)
�ӟ�ضȞ� 720�� ---750 ���� 1 С�r
�����ٶȞ� 400������ 134�� /h
��s�ٶȞ� 165�� /h ��400�����¿՚����Ծ��䡣
�� ��ؕr�����Ƹߵ͜ز 65�档
�� �ضȿ��Ƒ��ʴ_��̎���^���к�ض�ƫ������^�� 25���Ҳ����^��̎��ضȷ�����
�� ��̎��ضșz�y��ʹ�ß��ż�z�y����ʹ���Ԅ�ӛ䛃xӛ䛟�̎������ �ڼӟ�^(q��)���(n��i)�y�c�������� 2 �c��
�� ��̎���Y(ji��)�������p�M��Ӳ�șz�y��ÿ�����p������ 3 �c �քe�ֲ��ں��p����Ӱ푅^(q��)��ĸ�ġ��z�y�Y(ji��)�����pӲ�ȑ������^ĸ��Ӳ��ֵ 100HB�粻�ϸ�����̎����
�ġ��|(zh��)�����C��ʩ
1�����Ŀ��(j��ng)�����|(zh��)���wϵ�I���� �Գ��|(zh��)���wϵ�����\�D(zhu��n) �J��Ѻ����P �����D��������������ԭ���ϙz��������|(zh��)���z�顱 ʹ�|(zh��)��؟���ڸ����T�õ��䌍��
2�������|(zh��)���P ���ϸ���ϲ����M��F(xi��n)���� �z�鲻�ϸ�Ĺ��� �����M���¹������� ���Ϲ�������¹����¹���O(ji��n)���Ϲ��� ÿ������(j��ng)�z���ˆT�J�ɺ��M���¹��������|(zh��)��ӛ䛾��п�����؟�ε��ˇ����(zh��)�й����|(zh��)�������zһ�u���ƽ����|(zh��)��؟�θ�ۙ�ƶȡ�
3���J��W�����P��Ҏ(gu��)�̡�Ҏ(gu��)����ʩ���D����Ϥ�Ͻ�䓹ܵ���������ʩ�����c��ʩ������ͷ��� �Ѻù����|(zh��)���P��
4����ø���|(zh��)/�̖/��̖/䓼��ĺ�����Ӗ�ͺ��ӹ�ˇ�u�������_�������|(zh��)����
5�����D��Ҫ��ܵ��Č��H��λ�M���A�ư��b��
6���|(zh��)�������c
| ��̖ | �|(zh��)�������c | �ȼ� | ��ע |
| 1 | �z�õ�؛�ܲġ��ܼ����y�T�ϸ��C�� | BR | |
| 2 | �����Y���Y���J�� | AR | |
| 3 | �ܼ��z�� | C | |
| 4 | �߉��ʼ��z����� | BR | |
| 5 | �z�˹ܵ����bˮƽ�ʹ�ֱ�� | BR | |
| 6 | �܃�(n��i)�����șz�� | B | |
| 7 | �z���A�ƺϸ�ܵ����R����ֲ | C | |
| 8 | �̶��ܼܼ�����֧�������{(di��o)�� | BR | |
| 9 | �z�����m�ܷ��Ƭ | C | |
| 10 | �ܵ��a�������b | BR | |
| 11 | ��ȫ�������b | BR | |
| 12 | �ܵ����� | BR | �������z�y |
| 13 | ���p�����̎�� | BR | |
| 14 | �ܵ����ȡ�������ԇ� | AR | |
| 15 | �ܵ���ϴ | AR |
�塢ʩ���C�ߡ�Ӌ�����ߡ����IJ���
1����Ҫʩ���C�ߡ��O��һ�[��
| ��̖ | �� �Q | Ҏ(gu��)����̖ | ��λ | ��(sh��)�� |
| 1 | �ܵ����Ԅ��и�C | 5-50mm | �_ | 1 |
| 2 | ����ĥ��C | DN100 SIMJ-20 | �_ | 4 |
| 3 | ֱ�����C | AX-320 14KW | �_ | 4 |
| 4 | ���� | �� | 2 | |
| 5 | ���l�濾�� | SC101 0 〜600�� | �_ | 1 |
| 6 | ���l����Ͱ | �� | 10 | |
| 7 | ��� | 2t��5t | �� | 10��5 |
| 8 | ǧ��� | 5t | �_ | 2 |
| 9 | ��܇(���ã� | 50t��30t��20t | �_ | ��1 |
| 10 | ��̎���O�� | �� | 1 |
2��Ӌ������
| �� ̖ |
���Q | e | Ҏ(gu��)�� | ���� | ��(sh��)�� |
| 1 | 䓾��� | �L�� | 5m 3m |
1mm 1mm |
4�� 1�� |
| 2 | ���Ƚdz� | �L�� | 630*400 | 0.5mm | 1�� |
| 3 | �Θ˿��� | �L�� | 200mm | 0.02mm/m | 1�� |
| 4 | �ܹ�ˮƽ | �L�� | 300mm | 2mm/m | 1�� |
| 6 | ����� | ���W | 0-25MPa 0-l,6MPa | 1.5�� | ��2�K |
| 7 | ��Ȳ�� | ���W | 0-4MPa 0-25MPa | 1.5�� | ��2�K |
| 8 | �������Ӌ |
���W | 0-25MPa | 0• IMPa | 4�K |
| 9 | ���p�z�� | �L�� | 1 |
������ȫ���g��ʩ
1�����M��F(xi��n)����횴���ȫñ�ύ�ǰ����ơ�
2��ʩ���Cе���˹��������B(y��ng)�����e�s�ˆT�y�_�y�ӡ�
3����̎���I(y��) ( ���� 2m)���ϵ�찲ȫ����
4����̎���I(y��)���ù��ߡ����χ�������Ͷ�SС���߷��ڹ��߰����^�����K��˩�ڹ̶�����ϡ�
5���������´�ֱ�M�и�̎���I(y��)�����I(y��)�r���g���и��x�Oʩ��
6����̎���I(y��)���г���������O�ð�ȫ�W(w��ng)��
7�����b�ܶΡ��y�T�ܼ��r�·���������ͣ�������ߡ����b�ܵ��rҪϵ���K��˩����β�K ��ֹ���ӵ��b�r�[�ӡ����D(zhu��n)���O�ܵ���ͬ�r���b֧���ܻ�����̶��ι̷�ֹ?ji��)L�¡�
8��늺��C�⚤���ӵ����ó���ĭh(hu��n)�������I(y��)�����^��ѥ�����ס�
9������ƿ����Ȳƿ���Ų��ɵ��ã�������x���� 10m��
10���_�ּܵĴ�𑪷����_�ּ����I(y��)�İ�ȫҎ(gu��)���_�ּ��c���呪���F�z�����ι��_�ּܲ���ƽ�_������Ҫ���ڗU�Է�ֹ�ˡ���䡣
11���F(xi��n)����ȫ��־��Ҫ�S��Ų�� , �����ֱ�����݆�����o���S�S��[Ū��
12��ԇ�������^�̑��Ќ��˱O(ji��n)�o��
13����ĥ���p�����������r�������o���R��