���I���a���I�Ͻ�䓹�
��˾䓹ܬF؛�YԴ����Ҏ���Rȫ���|���r��
��˾䓹ܬF؛�YԴ����Ҏ���Rȫ���|���r��
������Ҏ�����ҹ�˾���X�Ͻ��еĽ��Y��������I�˜ʾ�����һ��Ҏ�����������_�X�Ͻӹ�ˇҪ����ƶ�����Ҏ���������������C�����|����������ߺ����Č��H�������gˮƽ��ָ�����á�
Ҏ�����Ʋ��T���Ͻ�䓹S��www.youwin2019.com/hejin/�����g��
����������
1. GB/T 985.3 ���X���X�Ͻ���w���o�����]�¿ڡ�
2. GB/T10858-2008���X���X�Ͻz��
3. GB/T24598-2009���X���X�Ͻ��ۻ������������u����
4. GBT3199-2007 ���X���X�Ͻ�ӹ��aƷ�A�漰���b��
5. GBT22087-2008���X���X�Ͻ����^ȱǷ�|����
6.���P�aƷ�OӋ�D��
һ����ǰ�ʂ�
1 ���Ӳ���
�X�� 3A21( ԭLF21)���X�Ͻ��Ͳġ�
���z��S311�X�躸�z ER4043 ֱ���� 2���� 3�����z���������L���|���ϸ��C���Iȡ�Ͱl���ɹ���T�yһ�������X�躸�z�����Ժã�ͨ���Դ�
2 ���
�������ƿ�ϑ��N�г��S�ϸ�˺����伃�ȡ� 99.99% ���������� 8-16 ��/ ��犣���ƿ�еĚ�ⲻ���ñM ��ƿ���������õ��� 0.5MPa���Ա��C��弃�ȡ���⑪����GB/T4842-1995��
3 ���ӹ���
�ٲ��ý���늺��C�����S�� WSME-315(J19) ��
���x�õĚ��p������Ӌ���_�]���磬�]��©��F����ӛ�������_����Ӌ�����_��ƿ����ɸ߉�����ֱ�_�͉����p������Ӌ���P�r���P����Ӌ�����P���ƿ��
��ݔ�͚����zƤ�ܣ������cݔ���������w���zƤ�ܻ��മ�ã������µ������zƤ�ܴ��ã��L�Ȳ����^ 30 �ס�
4 ����������
���������У����N��ɰ�������P��䓽zˢ���ĥ���ߵȣ��Ԃ�����������ȱ�ݡ�
5 ��ǰ����
�� ���W������Ч�ʸߣ������|��������������������һ����¿ڼ����߅�� 100mm�^���øɃ���պ��ͪ��Һ���û��� 8%-10% ��NaOH ��Һ���ݣ�ȥ�����۲����
�� �Cе�������m���ڶ��Ӻ����g���������������͡���ͪ���ЙC�܄��M�б���Ó֬������ֱ�������� 0.15mm ���~�z���P䓽zˢˢ��¶���X��ɫ��ֹ��Ҳ���ùε�������Ч�����á�
6 ��ǰ�A���ʹ�É|��
���A��Ҫ�� ����һ��ɲ��A�ᡣ�ں� 5mm ���ϵĺ����t���M�� 100 �� 300 ���A�ᡣ
�ډ|��ʹ�� �����X���X�Ͻ�ߜ؏��ȵͣ��XҺ�����Ժܺã����ӕr�������۳����ݣ���ʹ�É|������۳ء��|����Ͽɞ�ʯī�����P䓻�����̼ͨ䓡�
7 �����¿�
�������p���¿���ʽ�ͳߴ瑪�����ϱ�Ҏ�� ���1��Ҋ����ĩβ����Ҏ���� �и����¿ڱ��摪�M�����������_��ƽ���⻬���oë�̺��w߅��
8 ���ӈ����c���ӭh��
�����b�亸�ӑ��M����܇�g�ȸɃ��Ĺ����_���M�У���Ᵽ�o���r�L�ّ�С�� 2m/s ���L��r���I����Ҫ���ϓ����M�к��ӣ���������ȡ� 90% ��
�������ӹ�ˇҪ��
1 �ֹ��u�O�廡�������ý����Դ���ۻ��O�廡��������ֱ���Դ�����z�����O��
2 ����ǰ�������摪���ָ���o����Ҫ��r�ɲ��A�ᡣ
3 ����ǰ����ԇ������ԇ�������_�J�o������M����ʽ���� ��
4 �˲��ô��������ʩ���������z�ęM��[�Ӳ��˳��^��ֱ���� 3 ����
5 �����������������M�У��v�p����Ϩ������Ϩ�����������Ϩ����IJ��ϑ��cĸ����ͬ��
6 �ֹ��u�O�廡���ĺ��z�˲������x�_��Ᵽ�o�^�����z�c���p����ĊA���˞� 15�㣬�����c���p����ĊA���˞� 80�㡫 90 �㣬���쵽�����ľ��x�� 8��12mm ��
7 ���Ӻ��r�˜p�ٺ��ӌӔ������g�ض�����s���Ҝأ��Ҳ������� 65�档���g�������X���s����ÙCе���������Ƀ���
8 ����ȴ��� 5mm �����p���˲��Ã����p��ͬ���廡����ˇ��
9 ���u�O�廡�����u�Oǰ�˳��F��Ⱦ���ΠҎ�t�r�����M����������Q�u�O�������p���F�|�u�F��r�������u�O�����z���۳�̎���Ƀ����^�m�M��ʩ����
10 ���ۻ��O�廡���l������졢�������뺸�p�r������ԓ��λ���pȫ���P�������Q�����͇�����^�mʩ����
11 �ֹ��u�O�廡��늻�늉��� 8-20V, ���L���� 0.5 ��3mm ��������u�O�������Ը�С ��
12 �ֹ��u�O�廡�����ӹ�ˇ�����˷����±�Ҏ����
�X���X�Ͻ��ֹ��u�O�廡���� TIG �����Ӆ����������Դ )
| ���/mm | ���ӌӔ� | �u�Oֱ��/mm | ���zֱ��/mm | �������/A | �������/L�� min �� 1 | �����/mm | �¿���ʽ |
| 1 | 1 | 2 | 1.6 | 45 �� 60 | 7 �� 9 | 8 �� 10 | ��߅ |
| 2 | 1 | 3 | 1.6 �� 2 | 90 �� 120 | 12 �� 14 | 8 �� 10 | I�� |
| 3 | 1 �� 2 | 4 | 2 | 150 �� 180 | 14 �� 18 | 10 �� 14 | Y�� |
| 4 | 1 �� 2 | 5 | 2 �� 3 | 180 �� 200 | 14 �� 18 | 10 �� 14 | |
| 5 | 2 | 5 | 2 �� 3 | 180 �� 240 | 16 �� 20 | 12 �� 16 | |
| 6 �� 8 | 2 �� 3 | 5 �� 6 | 3 | 260 �� 320 | 18 �� 24 | 14 �� 18 | |
| 8 �� 12 | 2 �� 3 | 6 | 3 �� 4 | 300 �� 360 | 18 �� 24 | 14 �� 18 |
�����A������ȱ�ݣ��@�Ã��|���ӽ��^�Ĵ�ʩ
1 �ӏ���ǰ�����������ĵ��������e�nj��ӽ��^�¿ڶ���̎�ı��棩���p����������ā�Դ ��
2 ���ø��ȱ��o��⣨ A��� 99.99%����
3 ���ӕr����Ҫ�����֣��Ҍ��ضȳ��^ 400��^��ĺ�����������Ҫ���ӱ��o����ֹ��������������롣
4 �x���m���ĺ��Ӿ���������Ҫ��ֹ����������ɽ��^�^�ᣬҲҪ�����ݔ���^С����׃�r�a���^��Ĵ����࣬߀Ҫʹ�۳ر��o���ĕr�g�������ښ����ݳ���
5 �����m���ĊA�ߡ����壬ͬ�r�x������ĺ������ �� �猦�Q�������������˺��� �����Է�ֹ�͜p��׃�Ρ�
6 �����������������M�к��ӕr�����д��տs���ĺ��p����ʩ�������l�������B�m���ꡣ��Ҫ�r��ȡ��׃�η��������������տs������
7 늻�����̎�Ļ����轛��ĥ��ʹ������^�ɵ�ĸ�ı��棬����ĥ���ĸ�ĺ��С��Ҏ��ֵ�r���t���a�� ��
8 �ӻ�̎�����C�����ۺϡ�
�ġ����p�z�
1 ���ӽY�����������p������w�R����������к��p�M�� 100%���^�z�顣
2 ���p���治�����Ѽy��δ�ۺϡ��A������ס�δ����ҧ߅��ȱ�ݡ�
3 ���p������߲�����ĸ�ģ�һ����ߞ� 0��1.0mm�����p���ȱ��¿�ÿ������ 0.5 ��1.5mm��
�塢�u�O�廡���� TIG ����ȫҎ��
1 ���ӹ������ر�횂��з����O�䣬��ɰ�䡢�����������˨��ˮͰ�ȡ���ȼ��Ʒ���x���ӈ�������С�� 5�������o���M��Ҏ�����x�r������ʯ�ް塢ʯ�������Ƹ��w����ֹ����������ȼ��Ʒ���ױ���Ʒ���x���ӈ�������С�� 10���� �廡����������Ҫ�����õ���Ȼͨ�L�̶��ęCеͨ�L�b�ã��p�ٚ廡���к����w�ͽ��ٷۉm��Σ����
2 �ֹ��u�O�廡���C�������ڸ���ͨ�L̎��������ʹ���f����������ʹ��ǰ�������C�M��ȫ��z�顣�_���]���[�����ٽ�ͨ�Դ�����d�\��������ʩ�������C���C�Ӿ����_��������á��ι̽ӵ��Ա��ϰ�ȫ�����C�Դ��ͨ�������Դ���ϵ��_�P���ƣ�����ؓ�d����_�P�������Π��|�^���p��
3 �������z��廡������sˮϵ�y�Ĺ�����r���l�F������й©�r�����̽�Q����ֹ���ĺ�����Ӱ푺����|����
4 �����x�_���������C��ʹ�Õr������Д��Դ�������C�l�����ϣ����Ɍ��I�ˆT�M�оS�ޣ��z�ޕr�����÷�늓��Ȱ�ȫ��ʩ�����C������ÿ����m�坍һ�Ρ�
5 �u�O�廡���C���l��ʎ���a���ĸ��l늴ň���ʹ�ˮa��һ�����^����ƣ������˺��ӕr���M���p�ٸ��l늴ň����õĕr�g����ȼ늻��������Д���l�Դ�������ͺ�����|�⑪��ܛ���پ��������� ��ܛ��һ�˽��ں����ϣ� ��һ�˽ӵأ� ���治���^���� �����Зl�������M�����þ��w�}�_����ȡ�����l������
6 �廡���r�����⾀���Ⱥܴ�������늹������ס�늻��Ƃ��� ͬ�r�a�������͵���������̼�����������ˣ����������r�������������������ÿ��֡����ּ����o���ס��_�w�ȡ����˷�ֹ�|늣����ڹ����_�������渲�w�^����Ƥ�������ˆT�����^���zЬ��
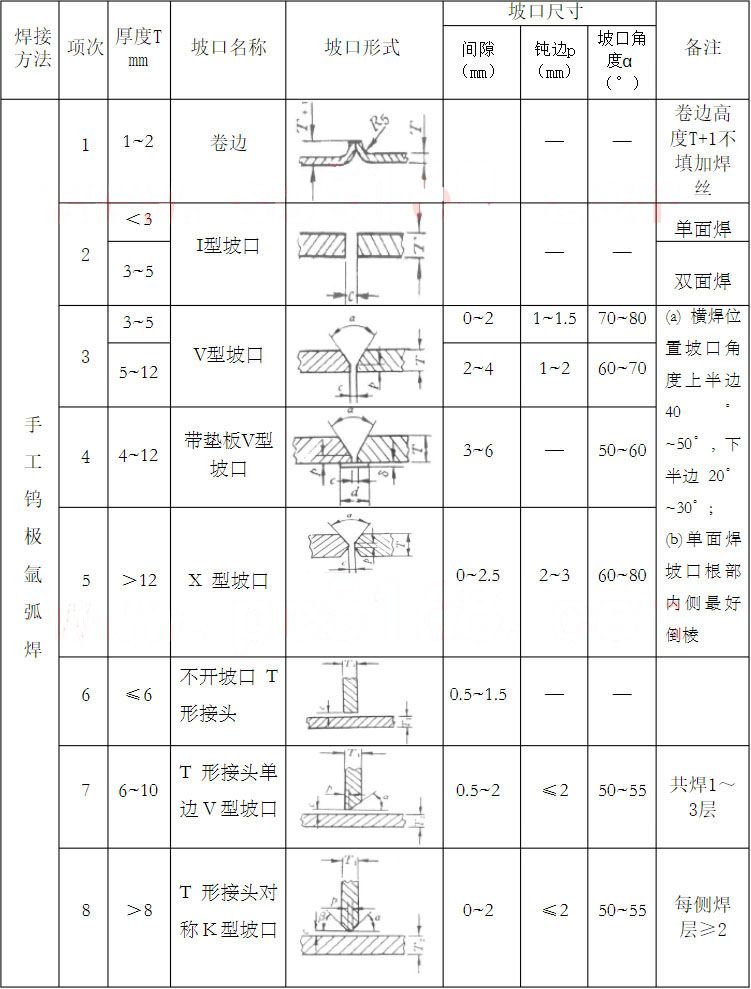
���1 �X���X�Ͻ��ֹ� TIG ���¿���ʽ�ͳߴ�