���I(y��)���a(ch��n)��(j��ng)�I�Ͻ�䓹�
��˾䓹ܬF(xi��n)؛�YԴ����Ҏ(gu��)���Rȫ���|(zh��)��(y��u)�r��
��˾䓹ܬF(xi��n)؛�YԴ����Ҏ(gu��)���Rȫ���|(zh��)��(y��u)�r��
һ���m�÷���
�����~懺Ͻ�䓹ܺ������I(y��)ָ�������m�����ޡ��촬�~懺Ͻ�䓹��ӵĺ��ӣ� t=1~3mm ���������ֹ��u�O�廡����Ŀ��ּ�ڌ��~懺Ͻ�䓹ܺ������I(y��)����Ҏ(gu��)����ʹ���Ӻ����|(zh��)���_��Ҏ(gu��)��Ҫ��
�����ˆT�ʂ�
1���|(zh��)�����C��ؓ؟�z���Ӻ����|(zh��)����
2������ؓ؟����ʩ�����������|(zh��)��ؓ؟��
3�������ˆT���Ùz�ӛ䛣���顣
4��ָ�����l(f��)�ŷ������|(zh��)���k�����g(sh��)���ġ��|(zh��)�����C�������b�n�n�L���z�T��ʩ���ˆT��
�����������I(y��)��ʩ
1�����t
1��1 ���l�����o�⑪(y��ng)�������P(gu��n)�˜ʵ�Ҏ(gu��)�������l߀��(y��ng)��(j��ng)�������J�ɣ����в��Ͼ���(y��ng)������S�ҵĺϸ��C��
1��2 ������(y��ng)����(j��)�Լ��Ŀ����Y�e�M�к����ĺ��ӹ�����
2����ǰ�ʂ�
2��1 ����ǰ��(y��ng)�z�����P(gu��n)�O(sh��)��늡��⡢ˮ�ȹܾ��������ԣ����Ɠp��Ҫ���r���Q��
2��2 ���ӈ��ؑ�(y��ng)������ͨ�L�O(sh��)�䣬�Դ_�����ӕr�a(ch��n)���ďU�⟟�m�ܼ��r�ŷš�
2��3 ��ǰ��(y��ng)�����Äڄӱ��o��Ʒ���磺���o�������֣����֣��oĿ�R�� �����ף��^��Ь�ȡ�
2��5 ������Ӆ^(q��)������ۡ�������Ȍ�������Ӱ푵ĸ�����U����ȑ�(y��ng)�����̎����
2��6 ��ǰ����˽�ʩ�����ӵļ��e����Ⱥ�ʩ����ˇҪ�����x��Ҏ(gu��)���ĺ��ĺ��x���m��?sh��)ą��?sh��)��
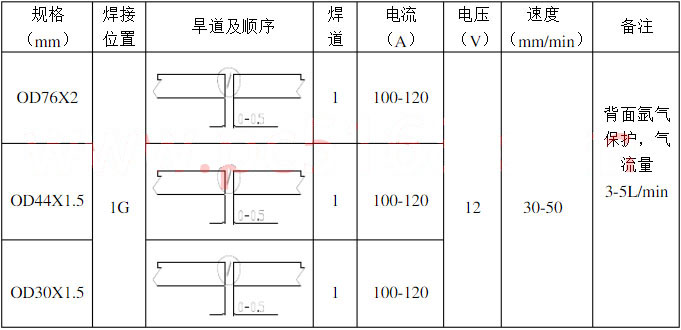
2��6 ��ǰ��(y��ng)�z���ϵ�������b���|(zh��)���Ƿ���ψD�����g(sh��)Ҫ��ͺ��ӹ�ˇҪ�� ���ܺ� 1.5~3mm�����Ӻ��b���g϶<0.5mm�� ��
2��7 �z�麸�l�Ƿ��ܳ������۵ȡ����ǣ��t��(y��ng)������ʩ����
2��8 ������Ӆ^(q��)������ۡ�������Ȍ������|(zh��)����Ӱ푵ĸ����
2��9 ���X�K��ס�ܿڣ��b����܃�(n��i)��⣬����ˇҪ��Ě������͕r�g��⡣
2��10 �z�麸���O(sh��)�������ԣ��_ͨ��sˮ���{(di��o)��(ji��)������������ˇҪ���{(di��o)�ú��������
3�������^��
3��1 ���ø��l�������ڌ���̎������ÿ������ǰ��Ҫ�z�释���з�������������u�O�˲����F���Ƿ���á�
3��2 ���ö̻����ӣ��u�O��˾��ܳصľ��x�c�u�Oֱ���ஔ�������c�����о�����ĊA�Ǽs 75o�����l�c�u�O�g�ĊA�Ǽs 90o��
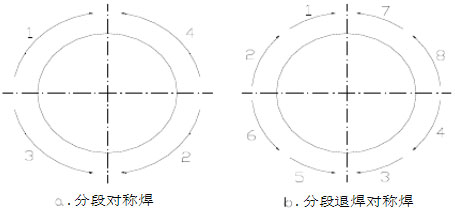
3��3 ���ӷ������ -ƽ���� �� 267 ���¹ܲ��÷ֶΌ��Q���������Dʾ��
3��4 ����z����r����̎Ҫ����ܺϺ���ֱ�Ӻ��ӣ��ջ�̎Ҫ��һ�κ��z��ʹ������M��
3��5 ���Ӻ��r�� ���g�ضȿ����� 66�����£� ���ǰһ�Ӻ��p������ĸ�ĵ��s������ú��pȱ�ݺ����M�к�һ�Ӻ��p�ĺ��ӹ�����ÿ�Ӻ��p�Ľ���̎Ҫע���e�_��
3��6 ����z����r����̎Ҫ����ܺϺ���ֱ�Ӻ��ӣ��ջ�̎Ҫ��һ�κ��z��ʹ������M��
3��7 ���Ӻ��r�� ���g�ضȿ����� 66�����£� ���ǰһ�Ӻ��p������ĸ�ĵ��s������ú��pȱ�ݺ����M�к�һ�Ӻ��p�ĺ��ӹ�����ÿ�Ӻ��p�Ľ���̎Ҫע���e�_��
3��8 �����ӕr���ؚ����^�����ȡ���L���o��ʩ��
3��9 ���I(y��)�Y(ji��)����Ҫ���r�P(gu��n)�]���P(gu��n)���Դ�� ��Դ�� ˮԴ���������I(y��)�^�������a(ch��n)�ďU��������̎����
3��10 ���Ӆ���(sh��)
�ġ�����̎��
1��ȥ���@���IJ�Ҏ(gu��)�t���������aȱ�ݣ������ԙz��
2���ԙz�����z�����È� LR ��һ�Мʂ乤����