���I���a���I�Ͻ�䓹�
��˾䓹ܬF؛�YԴ����Ҏ���Rȫ���|���r��
��˾䓹ܬF؛�YԴ����Ҏ���Rȫ���|���r��
�����Ͻ�䓹ܵ��������Iָ�����ڶ����֣�����ʩ��������������ա����ӹ�ˇ�����̡����ӟ�̎������Ҫ���ݣ���ָ�������IJ��֣����J����x��
һ������ʩ��
��һ���������
��������؛�� 15CrMoG�Ͻ�䓹����ܼ����������|���C���ļ������^�M������⣬߀���M�� 100%���V��Ӳ�șz�y���_�J���|/�̖/��̖/䓼��o�`�����̎����B������˻�؛��BҪ����Ӳ�ȡ� 187HB��
���������ӹ�ˇ������
1�������̺��Ӳ����ֹ��u�O�廡����ס��ֹ�늻����w�档
2����ǰ�A��A���Ŀ���Ǟ�p�ٺ��p�c�����Ĝض��ݶȣ����ͺ��ӽ��^��s�ٶȣ����͜ز����a���Ĵ�Ӳ�M���c�������A���Ƿ�ֹ���Ѽy�a������Ч��ʩ֮һ��
��1�������ܵ��ܵ����|/�̖/��̖/䓼��� 15CrMoG����ǰ�������M���A�ᣬ�A�ἰ���g�ضȑ��_�� 150�桫 200�棬�A�᷶����С�� 100mm���ӟ�^����� 100mm���������Ա��ء�
��2���c�̺��rҲ���A�ᵽҪ��Ĝضȣ�����늼ӟᷨ���A�ᑪʹ���ڃɂȼ�����ڜضȾ���ֹ�ֲ��^�ᣬ߅�ӟ�߅�üt��y�x�������A��ضȣ��纸�p�������A��ضȑ���ԭ���ߡ�
3���¿���ʽ���OӋ�ļ�Ҫ�����OӋ�ļ��oҎ���r�������ܵ��ܵ����ڑ����á� V�����¿ڣ������¿ڙC�ӹ����¿ڳߴ����D��ʾ��
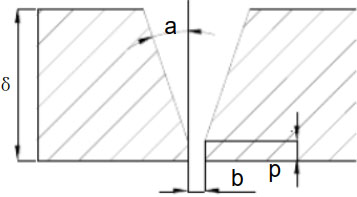
��V����
�Dʾ�f�����Ğ�ں� ���� 30��35 ���g϶ 1��3mm���g߅ 1��2mm���������ڕrһ�㑪�����ȱ��Rƽ�������e�ڣ���M���e߅����С�ڹܱں�� 10%�Ҳ����� 1mm��
4�����P���ӹ�ˇ����
��1���廡����ˇ����
| ����/���� | ĸ�� | ���ӷ��� | ���z��̖ (mm) |
���zֱ�� (mm) |
�O�� | ������� (A) |
늉� (V) |
�����ٶ� Cm/min |
| 1 | 15CrMoG | GTAW | H08CrMoA | ��2.5 | ֱ������ | 150-180 | 14-16 | 8-12 |
��2���ֹ�늻�����ˇ����
| ����/���� | ĸ�� | ���ӷ��� | ���z��̖ (mm) |
���^ֱ�� (mm) |
�O�� | ������� (A) |
늉� (V) |
�����ٶ� Cm/min |
| 2 | 15CrMoG | SMAW | R307 (E5515-B2) |
3.2 | ֱ������ | 90-110 | 22-24 | 10��12 |
| 3 | 15CrMoG | SMAW | R307 (E5515-B2) |
3.2 | ֱ������ | 90-110 | 22-24 | 10��12 |
5�����ښ廡���r���s�|�^�����У���˺����ڽM�bǰ�������ڱ��漰���� 20mmĸ�ăȡ���ڵ��͡��ᡢ�����P�������Ƀ���ֱ���l�����ٹ�ɡ�
6�� ���ڵľֲ��g϶�^��r�����O��������Ҏ���ijߴ磬�������g϶�ȼ������
7�����OӋҎ�����������⣬���ຸ�ڑ���ֹ�Ï������ڸ������S���ß���Û�����ڣ��Է����ӑ�����
8������ʩ���^���а��������b�䡢ʩ������̎���͙z���ĵ�����������Ҫ����M���µ�����t��ֹ�µ������ʩ����
9�� �����ܵ��M�����ӕr���ڹ��^����˶�λ���p������һ�����L�� ��15��20mm���ͺ��(2��2.5mm)��Ȼ���M�д�������M������w�棬ʩ�����ͬ��������g��ע����g�������|���z�顣
10�����ֹ�Ѽy�Įa��������p���������ĺ�ȣ� 2��2.5mm���������Ҫ���r����w�棬���캸�ꡣ������w�溸����Ƀ����������Q������ɡ�
11�� ���ں���֮����������w�R�������Ƀ��������^�ԙz�ϸ��ʩ�������ں��p���������Լ����ӡ��̖��
12��ʩ���^���Ї����ڹ������S������������֧�ܡ������ȡ�
13�����Ӻ��ӕr���܃Ȳ����д����L��
14����� 15CrMoG�͟���Ѽy�A���^�����Ժ��ӕr���O���pС���p�ľ����ȣ��M�������ɠ�B�º��ӣ����������^��������^��ȑ��������º��p�a���Ѽy����ˣ�����Ҫ���M��ʩ���r�����պ��ӹ�ˇָ�����ĺ�������c����ʩ���⣬߀Ҫע�ⲻҪ�������M�Џ��ƹ̶�������ʩ���r���Ȍ��ܵ������ɠ�B���Ӻã������¿��_��Ҫ���p�A��ضȣ� 150�� 200�棩������Ҫ���ʩ������һ�Ӟ��u�O�廡����ף��ڶ�������λ�ֹ�늻����w�档�����^���Ќ��g�ضȲ��������A��ضȣ��@�Ӳ��ܱ��C���ӽ��^���®a����Ӳ�����Ѽy����Ҳ�����^�ߣ������^��ʹ�����ִ������ܡ��������g�ض��к��A��ض�ͬ�ӵ����ã����ֻע���A����������g�ضȣ��A��Ҳ��ʧȥ���x������A��ֻ�ܱ��C��һ�Ӻ��p��ʩ���ضȣ����Ժ����ʩ���r�����g�ضȾ������A��ضȡ���ÿ����һ�α����ɰ݆�C����Է�ֹ�A�������p���һ�γ��ͣ����Д��m���p����������A�ᡣ�ښ廡���r�������÷��L��ʩ�Է�ֹ���p�a����ס�ÿ����һ�����p����ñ��ز��ό����p�����ã��Է�ֹ���p��s̫��a���Ѽy��
�������ӟ�̎��
��һ�����I�Ŀ����
�����齵�ͺ��ӽ��^�Ě������������ƺ��p�ĽM���c���ܣ������Ͻ�䓹���Ҫ�M�к��ӟ�̎�����I�����ǣ������Ú廡����͚��ͺ��l����ǰ�A��ͺ����m����������в��������������̎����
���������I�ʂ�
�� ��Ҫ�ڄ���Ӌ��
������̎���� 2 �ˣ�늹� 1 �ˣ�����ˆT 2 �ˡ�
�� ��̎���ˆTҪ��
�������ӟ�̎���ˆT��횽��^���I��Ӗ��ȡ���Y���C�����������C�ύ��Ҿ߂����õİ�ȫ���R���|�����R��
�� ��̎���ˆT�����ա������l늏S���ӟ�̎�����gҎ�̡� DL/T819 �����PҎ������������؟��
�� ���̎��ʩ����ˇ�������^���Iؓ؟�˺��֣����ɟ�̎�����ڡ�
�� ��������П�̎��ʩ�����g��ʩ����ˇ���M�в��������������o�`��ӛ䛜ʴ_��
�� ��Ҫʩ���C���O�䣺
| ��̖ | ���Q | ��̖/Ҏ�� | ��λ | ���� | ��ע |
| 1 | ��̎�����ƹ� | �_ | 1 | ||
| 2 | 늼ӟᎧ | 273��377 | �� | 2 | |
| 3 | 늼ӟ��K | SCD | m | 6 | |
| 4 | �Դ��| | 16 mm2 | m | 30 | |
| 5 | ���ż | �� | 3 | ||
| 6 | �a������ | �� | 2 | ||
| 7 | �����eᘴ�̺ | 6000*600*25 | �� | 4 | |
| 8 | 䓽z�Q | �� | 1 | ||
| 9 | �F�z | 4# | kg | 2 |
�� ʩ�����õķ��o��Ʒ�|���ϸ����ܱ��C�B�m��ʩ����
�� ʩ�����������Բ���ȫ����λ��ʩ����ע�⹝�s��
���������I�l��
�� ʹ�õęCе�O�估������̎��������B��
�� ʩ����·����ͨ�o�衢�����M��Ҫ��
�� ���L���ꡢ�����Oʩ�Rȫ��
�� �߿����Iƽ�_�ܰ��ι̿ɿ���
�� ���������Rȫ��
�� ������Iӛ䛱���M�����I�|��ӛ�Ҫ��
�� ���������Rȫ��
�� �M��ʩ�����g����ȫ�����ף��T����֪��ˇ���̡���ȫ��ʩ���|��Ҫ��ȸ�헃��ݡ�
���ģ���̎�����I����
������̎��ǰ�ʂ� -> ��̎�����ƹ�ض��{�� -> �ӟᎧ�����ر����` -> ���ؼӟ� -> ���� -> ����
1���ܵ����|/�̖/��̖/䓼��� 15CrMoG��Ҏ��� D377�� 13��D273�� 9����̎��ضȰ��±���С�
| ���|/�̖/��̖/䓼� | �ضȣ��棩 | ��ȣ�mm�� | ��ȣ�mm�� |
| ��12.5 | >12.5��25 | ||
| ��ؕr�g��h) | ��ؕr�g��h) | ||
| 15CrMoG | 670��700 | 1/2 | 1 |
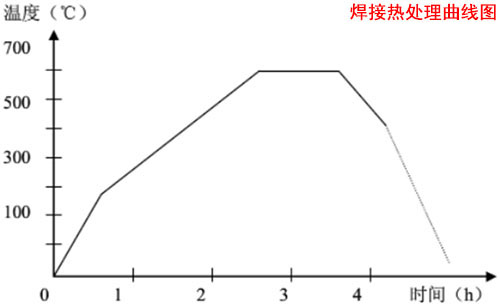
�������������M�оֲ��ߜػػ�̎�������ء������ٶȣ�6250/�� ����λ��� /h ���Ğ麸����ȣ��Ҳ����� 300�� /h �����ؕr��300�����¿ɲ����ơ����w����̎������
15CrMoG���ӟ�̎����Ƭ
| ���ӷ��� | GTAW+SMAW | |||
| ���Ӳ��� | ���l | R307 | ||
| ���z | H08CrMoA | |||
| ���l��ɜض� * �r�g | (350-400)*2h | |||
| �¿ڼӹ� | ���� | �Cе�ӹ� | ||
| �¿ڽǶ� | 60��5�� | |||
| �¿��g߅ | 1.5��0.5 | |||
| ��ǰ�A��ضȣ��棩 | 150-200 | |||
| ��ǰ�A�᷽�� | 늼ӟ� | |||
| �܃ȱ��o | ��Ar | |||
| Ҏ������ | �������m������һ�����ڑ��B�m���� | |||
| ���g�ضȣ��棩 | ��150-200 | |||
| ��� | ����300- 350�棬���30min�����ؾ��� | |||
| �����̎�� | ��̎��ضȣ��棩 | 670-700 | ||
| ��ؕr�g | �� 377x13 | 1h | ||
| �� 273x9 | 0.5h | |||
| �ӟ��ٶȣ���/h) | (200��10)��/h | |||
| ��s�ٶȣ���/h) | 300���ϣ���200��10) ��/h , 300�����£����� | |||
2�����w����늼ӟ������@���p���ù����X�ތӱ��أ����،Ӻ�� 50mm���ضȿ��Ʋ���늼ӟ����Ԅӿx���ơ�
3�������ܵ��c�ӹܵĺ��ӣ�����������������ܵıں�Ӌ�㺸�ӟ�̎�������������ٶȡ�
4�����������ĺ�ؕr�g�����������x���Ӌ�㣬���x������1��
��1 �������x��ȵ�Ӌ��
| ���p�߶Ȼ������h/mm | ���������x��� ��/mm |
| h<5mm | ��=3h+5 |
| h=5mm��10mm | ��=2h+10 |
| h>10mm | ��=h+20 |
5����̎���ļӟጒ�ȣ��ĺ��p��������ÿ�Ȳ�С�ڹ��ӱں�� 3 �����Ҳ�С�� 60 mm����������λ�õĺ�������ͨ���y�T������߅�����ϵK��r�����Ď��ͼӟᎧ���K�ͼӟᎧ�Y��ʹ�á�
6����̎���ı��،��ȣ��ĺ��p��������ÿ�Ȳ�С�ڹ��ӱں�� 5 ������ÿ�ȑ��ȼӟ����İ��b�������Ӳ����� 100mm, �Ԝp�ٜض��ݶȡ����غ���� 40-60mm���ˣ����Ãx������늼�������������Ӌ��Ҫ���M�И˶���У
7����̎������
��̎���ļӟ᷽�������h���Ď�ʽ���ӟ᷽�������wʹ�÷������� :
��1���џ��ż�̶��ں��p�ϣ����ż̽�^�c���p���|�ã�Ȼ��ѼӟᎧ���ں��p�ϣ��ñ��ز��ϰ����ã���ͨ�Դ�M��̎����
��2����̎��r���ܵ����R�r֧�Α��ڟ�̎���ꮅ�r������ܵ������������R�r�̶����ڟ�̎���ꮅ���������ز�λ�ĺ��p��̎��ǰ�����R�r֧�Σ��Է���̎���^���Юa��׃�Ρ����ܵļӟᎧ����ֹ�����䡣��ؕr���ڼӟ᷶����������c�g�ز���� 50�档
��3�����ӽ��^��̎��������ӛ䛺͘�ӛ�������ϟ�̎�������ӡ��̖�����Ø�ӛ�������I���c�O���ˆT��ͬ��պ����J�ɡ�
��4������������Ҫ�����M�П�̎�����ڞ飺
| ��̖ | Ҏ�� | ���|/�̖/��̖/䓼� | ��̎��ض�(��) | ���ؕr�g��h) |
| 1 | D377��13 | 15CrMoG | 670��700 | 1 |
| 2 | D273��9 | 15CrMoG | 670��700 | 1/2 |
��5�������Ѽy�A��ĺ����������ӹ���ֹͣ�������������M�к����̎�������M�к�ᡣ����ضȞ� 300�� ~400�棬���ؕr�g�� 2h~4h��ʹ���p������s��
��6���M�П�̎��r���y���c�����Q�����ں��p���ăɂȣ��Ҳ���С�ڃ��c�����ӽ��^��̎��r��ͬ������ӛ䛣���̎���ꮅ�����Ø��R��
8������䓵��A��ضȞ飺
��2 ����䓵��A��ض�
| 䓷N | �ܲ� | ��� | ||
| ���/mm | �A��ض�/�� | ���/mm | �A��ض�/�� | |
| ��̼����0.35%��̼��䓼����T�� | ��26 | 100��200 | ��30 ��28 |
100��150 |
| C-Mn (16Mn 16MnR) | ��15 | 150��200 | ||
| Mn-V(15MnV 15MnVNR 18MnMoNbR) | ||||
| 0.5Cr��0.5Mo (12CrMo) | �� | �� | ��15 | 150��200 |
| 1Cr��0.5Mo(15CrMo ZG20 CrMo ) | ��10 | 150��250 | ||
| 1.5Mn-0.5Mo-V(14MnMoV 18MnMonbg) | �� | �� | ||
| 1Cr��0.5Mo-V | �� | 200��300 | �� | �� |
| 1.5Cr��Mo-V �� 15 Cr1Mo1V �� 2Cr��0.5Mo-VW�� 12Cr2MoWVB �� 1.75Cr-0.5Mo-V 2.25Cr-1Mo(12Cr2Mo 10CrMo910) 3Cr-1Mo-Vti(12Cr3MoVSiTiB) |
��6 | 250��350 | ||
| 9CMM0-V | �� | 250��300 | ||
| 12Cr-1Mo,9C-1Mo | 350��400 | |||
| 1Cr5Mo | �� | 250X�� | ||
| ZG15Cr1Mo1V | 60�桫100�� (�亸�r����100�桫150�� (�Ẹ�r�� | |||
| ZG15Cr2Mo1 | 60�桫100�� (�亸�r����150�桫200�� (�Ẹ�r�� | |||
| ZG20CrMoV | 250�桫300�� (�Ẹ�r�� | |||
ע 1��
��1�����еĜضȞ�����ں�_��������A��ضȡ��������u�O�廡����וr���ɰ����ޜضȽ��� 50���A�ᡣ
��2���ں���ڻ���� 6mm�ĺϽ�䓹��ӻ�����ؓ���º��ӕr��������͵��A��ضȸ� 20�� ~50�档�ں�С�� 6mm�ĵͺϽ�䓹��Ӽ��ں���� 15mm��̼��䓹��ӣ���ؓ���º��ӣ�Ҳ���m���A�ᡣ
��3���Љ����c�dzЉ������ӕr�������Љ����M���A�ᡣ�ӹ����c���ܺ����M�����������M���A�ᡣ
ע2�����⏽С�� 60mm���ں�С�� 6mm�Ĺ��ӣ����Ú廡���r���A��ضȞ� 50�� ~100��
9����ˇ�|��Ҫ��
��1�����ӟ�̎���Ĺ�ˇ�����ڿ��Ʒ����ȣ������Ԅ�ӛ�������
��2�����ż���o�p����λ�ơ�
��3����������o�Ѽy���o������
��4����̎����ĺ��p��Ҫ�M��Ӳ�Ȝyԇ����̎����ĺ��pӲ��һ�㲻���^ĸ�IJ���Ӳ�ȵ� 125%����Ӱ푅^Ӳ��ֵ������ĸ��Ӳ�ȣ��z�������ڟ�̎�����ڿ����� 10%�������Ӳ�ȃx�y���ėl���p����Ӱ푅^��Ӳ��ֵ������Ҫ�t�����r�M������̎����
��5�������ӹ�ˇ�u�����Ҿ����c���Iָ����Ҏ������ğ�̎���Ԅ�ӛ������D�ĺ��ӽ��^������ȥӲ�Ȝy������Ҫ�rӲ�șz�顣
���壩�|���z���c���g�ļ�
1���|���z�飬���ӟ�̎������ǰ���M�����Йz�飺
��1���ӟἰ�y���O�䡢�����Ƿ���Ϲ�ˇҪ��
��2���ӟ��b�õIJ��á��ضȿ��Ʒօ^�Ƿ������
��3���ӟ᷶���Ƿ���Ϙ˜ʼ�Ҏ��Ҫ���،ӵČ��ȡ�����Ƿ���m��
��4���ضȜy�c�İ��b������λ�ú͔����Ƿ���Ϲ�ˇҪ��
��5���O���ļӟ�ضȡ���ؕr�g�����������ٶȵ��Ƿ���Ϲ�ˇҪ��
��6���Ƿ���ϬF����ȫҪ��
2�����ӟ�̎�����ԙzҪ��
��1����ˇ�����ڿ��Ʒ����ԃȣ������Ԅ�ӛ�������
��2) ���ż�o�p�ġ��oλ�ƣ�
��3) ���ӟ�̎��ӛ������c��ˇ���Ǻϣ�
��4) ��������o�Ѽy���o������
3��Ӳ�șz��������Ҏ��
��1������̎���Ԅ�ӛ������c��ˇ��������o�Ԅ�ӛ������r������Ӳ�șz�飬Ӳ�șz��Y�������� DL5007-1992�� 8.06 �l�� DL/T 752-2001 �� 8.5 �l������Ҏ�̡���ˇ�ļ���Ҫ��
��2���������ӽ��^�ĺ��p��ĸ���M��Ӳ�șz���ܵ�ֱ�����ڻ���� 273mm�r���zλ�����ڃ�̎�����zλ���������ֲ�������������Ӳ��Ӌ�z��z���ͱ�ʾ���������� GB/T 17394-19981 ��Ҫ��
��3��Ӳ�șz��Y�����^Ҏ��Ҏ�������r������ԭ��ȡ��ʩ���������̎�����t���ڟ�̎�������z�Ӳ�ȡ�
4�����g�ļ�
��1�����ӟ�̎���Ԅ�ӛ�������
��2�����ӟ�̎��ӛ䛡�
��3��Ӳ�șz��档
��4��Ӌ�����ߜy��ӛ�
����a �y���õ��O�䑪��Ҏ��Ҫ���M�Йz�����Йz����棬�_���y���ʴ_��������Ч�ڃȣ�
����b �y���^��Ҫ������ƣ�����ԇ���Ƴ����С�
�F�����ӟ�̎�������D���£�
5�����Ϲ������ɺM��ԇ�������ء�ԇ܇������