���I���a���I�Ͻ�䓹�
��˾䓹ܬF؛�YԴ����Ҏ���Rȫ���|���r��
��˾䓹ܬF؛�YԴ����Ҏ���Rȫ���|���r��
һ��ǰ��
�������Ͻ�䓹ܺ��Ӽ��g�˜�������Ҏ����̖���Ͻ�䓹��aƷ���Ӝʂ䡢��ˇ���̡�������ˇ���|��Ҫ��ע�↖�}������M����Ԕ�����Y���O�߅����rֵ��
�����˜ʣ�
���F���O�䡢���I�ܵ����ӹ���ʩ�������Ҏ���� GB 50236-98
�����I�O��ܵ����bҎ���� GB 50235-97
����ʩ���ʂ�
1������Ҫ��
1.1 䓹ܟo�P�g���ܲIJ����Џ������P�g��Ƥ������ƽ�ȬF�ܼ��oƫ�ۡ��y�ۡ��z�۲�ȫ��ǶȲ��ʬF�ܲļ��ܼ������г��S�ϸ��C�����������|���C�����ϡ�
1.2 ����䓹��������õķ��P�ᡢ�{�������г��S�ϸ��C��
2����Ҫ�C��
2.1 �C�ߣ�늺��C���z�C����@����N��ɰ݆�C��ԇ���õȡ�
2.2 ���ߣ����N�������������Q�ȡ�
2.3 �������ֱ�ߡ�ˮƽ�ߡ��dzߡ�С���ȡ�
3�����I�l��
3.1 ���b�С����ɹܰ��b����ڰ��b�ӵĽY��픰���ɺ��M�С��عܾ����bλ�õ�ģ�弰�s�������Ƀ����е��������Ѱ��b�ι̣�λ�����_��
3.2 ���ܰ��b�������w�Y����ɺ��M�С�ÿ�Ӿ��������_�Ę˸߾���
������ˇ����
�������b�ʂ�����A�����A�Ƽӹ������ܰ��b���ܵ����b��ԇ��������
�ġ�������ˇ
1���A�Ƽӹ�
�������OӋ�D�������ܵ���·������׃�����A���ܿڣ��y�Tλ�õȲ݈D���ڌ��H���b�ĽY��λ�����Ϙ�ӛ������ӛ�ֶ��������H���b�Ĝʴ_�ߴ磬ӛ���ʩ���݈D�ϣ�Ȼ�݈D�y�õijߴ��A�Ƽӹ���ʹ�Ì��ù��ߴ�ֱ�и�ܲģ��пڑ�ƽ�����oë�̣� �坍�ܲ��c�ܼ����B�Ӳ�λ������ɳ�ӡ��҉m�ȓp�����^���|����
2�������B��
2.1 ���ӹ�ˇ�����������ʵĺ��ӹ�ˇҎ�̈��С�
2.2 ��ů�ܵ����ú���䓹ܺ��ӣ����ӕr���з��L�����ʩ��һ��ܵ��ĺ��Ӟ錦����ʽ���M����늺������ϱ�1 Ҏ����
��1
| ���^���Q | ������ʽ | ���^�ߴ磨mm) | |||
| ���ӌ��� V���¿� |
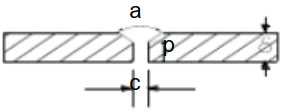 |
�ں�� | �g϶C | �g߅p | �¿ڽǶ�a |
| 5��8 8��12 |
1.5��2.5 2��3 |
1��1.5 1��1.5 |
60��70 60��65 |
||
ע���� �� 5 �L�Ĺ��ӌ������ܱ��C���ɲ��_�¿ڡ�
2.3 �ܲ��c���m���Ȍ��ܲIJ��뷨�m�P�ȣ����c�� 2��3 �c���ýdz�������ƽ�ɺ��ӡ�
2.4 ��ڴ���ܿڵĺ��ӑ����ö��Ӷ���������Ӷ�����p�r���������M�Йz��ϸ�ɺ��ӴΌӣ�ֱ����ɡ�
2.5 �����ܵ�������ɺ����r�������p���棬���^�z��ϸ�
2.6 ���p���^���͑����ã��ґ�ƽ���^�ɣ����p���ȑ���ÿ߅���^�¿�߅�� 2mm���ˣ����p���治�õ���ĸ�ı��档
2.7 ���p���治���S���Ѽy��δ�ۺϡ���ס��A�����w�R��ȱ�ݴ��ڡ�
2.8 ���A����ɵĹܵ������ú������������ŃȲ��坍���ܿڷ��]��������R�[�š�
2.9 �ܵ����Ӻ��ڵĽM����������ȱ��Rƽ���ȱ��e߅�����ɳ��ˣ����ӽM���c�̣����ɺ���ͬ���ӵĺ����M�У��c���õĺ��l�z���c��ʽ�������õ���ͬ���c���L�Ȟ� 10-15mm���߶Ȟ� 2-4mm���ґ����^�ܱں�� 2/3 ���ܵ����p���治���ѿp����ס��A����ȱ�ݡ�
2.10 �ܵ��B�ӕr�����Ï������ڣ������c�O���B�Ӳ��֮����_��˨�����ڲ��֑�̎�����_��λ�á�
2.11 �ܵ��ϵČ��Ӻ��ڻ��m�ӿڱ�횱����c֧�������غϡ�
�塢�|��Ҫ��
1��ֱ�ܶ��σɌ��Ӻ������ľ��g�ľ��x�������Qֱ�����ڻ���� 150mm�r������С�� 150mm�������Qֱ��С�� l50mm�r������С�ڹ����⏽��2�����p���x���� ( ���������ơ����ƻ����l���� ) �����c����С�� 100mm���Ҳ���С�ڹ����⏽��
3�����ܵĿv�p�������יz��λ�ã��Ҳ����ڵײ���
4���h���p��֧�����܃����С�� 50mm�����̎���ĺ��p��֧�����ܲ���С�ں��p���ȵ� 5 �����Ҳ���С�� 100mm��
5�������ڹܵ����p����߅�����_�ס�
6���мӹ̭h�ľ��ܣ��ӹ̭h�Č��Ӻ��p���c���ӿv�p�e�_�����g���С�� l00mm���ӹ̭h����ӵĭh���p����С�� 50mm��
7�����ӡ��ܼ����¿���ʽ�ͳߴ瑪�����OӋ�ļ�Ҏ����
8���ܵ��¿ڼӹ��˲��ÙCе������Ҳ�ɲ��õ��x�ӻ�������Ȳ��ȟ�ӹ����������ß�ӹ������ӹ��¿ں���ȥ�¿ڱ��������Ƥ��������Ӱ푽��^�|���ı���ӣ�����������ƽ̎��ĥƽ����
9���ܵ��M�ɼ��M���r�����¿ڼ����������M�е����������� 10mm�������ϸ���r���ӡ�
10�����OӋ�ļ�Ҏ���Ĺܵ���������䉺�s�����⣬���Ï��нM����
11���ܵ����Ӻ��ڵĽM���������ȱ��Rƽ���ȱ��e߅�������ϱ�2 ��Ҏ����
�ܵ��M���ȱ��e߅�� ��2
| �ܵ����|/�̖/��̖/䓼� | �ȱ��e߅���� | |
| �V | ���˳��^�ں��10%���Ҳ�����2mm | |
| �X����_�� | �ں�� 5mm | ������0.5mm |
| �ں� 5mm | ���˳��^�ں��10%�Ҳ�����2mm | |
| �~���~�Ͻ� . � | ���˳��^�ں��10%�Ҳ�����1mm | |
12���ں��Ӻ͟�̎���^���� , ���������|���ι̡�
13�������ݼy���^�����ܷ⺸�r , ��¶�ݼy��ȫ���ܷ⡣
14�����܃��坍Ҫ���^���Һ��Ӻ��������Ĺܵ����亸�p�ӑ����Ú廡��ʩ�����C�M��ѭ�h�͡������͡��ܷ��ܵ��������óв庸�r���п��c��ڵ��S�������g϶��
������ע�↖�}
1�����ӹܵ��rƫ�ơ��e�ڡ��������b���gˮƽ�����ǰ�c���_����
2�����l��ƤÓ�䣬���l�����S�����ꎰ�����̎��
3��֧�����������ᡢŤ���ߴ粻�ʡ�ԭ����֧�����������r���治ƽ����������Ҫ������ӏ��z�飬ע���|����ա�
4��ʹ�ÙC��O�䡢�C��ǰ���z��_�J�������ã�늙C�C�ߵ�©늱��o�b���`����Ч������ " ����" �\�D��
5���ܵ��A�Ƽӹ������b��ԇ���ȹ��o��㕽ӣ���ʩ�����g�࣬�����r�����_�Ĺܿڷ��]���Է����M�s����ɹܵ�������