���I(y��)���a(ch��n)��(j��ng)�I�Ͻ�䓹�
��˾䓹ܬF(xi��n)؛�YԴ����Ҏ(gu��)���Rȫ���|(zh��)��(y��u)�r��
��˾䓹ܬF(xi��n)؛�YԴ����Ҏ(gu��)���Rȫ���|(zh��)��(y��u)�r��
һ������
������Ҏ(gu��)���m���ڹ��I(y��)�ܵ����ùܵ��в��|(zh��)/�̖/��̖/䓼���̼��䓡��ͺϽ�䓡��͟�䓡����P䓺ͮ��N䓵ȉ����ܵ��ĺ��l늻������u�O�廡���Լ�������̼���w���o���ĺ���ʩ����
��Ҫ��������(j��)��
����GB50236-2011 ���F(xi��n)���O(sh��)�䡢���I(y��)�ܵ����ӹ���ʩ�������Ҏ(gu��)���� ��
����GB/T20801-2006 �������ܵ�Ҏ(gu��)�� - ���I(y��)�ܵ��� ��
����SH3501-2011 ��ʯ�ͻ�����������ȼ���|(zh��)�ܵ�����ʩ�������Ҏ(gu��)���� ��
����GB50235-2010 �����I(y��)���ٹܵ�����ʩ�������Ҏ(gu��)���� ��
����CJJ28-2014 �����й���ܾW(w��ng)����ʩ�������Ҏ(gu��)���� ��
����CJJ33-2005 �����(zh��n)ȼ��ݔ�乤��ʩ�������Ҏ(gu��)���� ��
����GB/T5117-2012 ��̼䓺��l�� ��
����GB/T5118-2012 ���Ꮚ䓺��l�� ��
����GB/T983-2012 �����P䓺��l�� ��
����YB/T5092-2005 �������ò��P䓽z�� ��
����GB14957-1994��������䓽z�� ��
���������F(xi��n)�����P(gu��n)�˜ʡ�Ҏ(gu��)�������g(sh��)�ļ���
����ʩ���ʂ�
1�����g(sh��)�ʂ�
��1�������ܵ�����ʩ��ǰ����(y��ng)����(j��)�O(sh��)Ӌ�ļ��������õĘ˜ʡ�Ҏ(gu��)����������(j��)�ҹ�˾���ӹ�ˇ�u����澎�Ƴ����ӹ�ˇ���g(sh��)�ļ������ӹ�ˇ�������I(y��)ָ������������ٱ���˾�״κ��ӵ�䓷N���t����Ҫ�ƶ����ӹ�ˇ�u��ָ������Ȼ��ԓ�N�����M�й�ˇ�u��ԇ�ϸ���������ӹ�ˇ�u����档
��2�����Ƶĺ��ӹ�ˇ���g(sh��)�ļ������ӹ�ˇ�������I(y��)ָ���������ᘌ����̌��H��Ԕ�������ܵ����O(sh��)Ӌ���|(zh��)/�̖/��̖/䓼����x�õĺ��ӷ��������Ӳ��ϡ����^��ʽ�����w�ĺ���ʩ����ˇ�����p���|(zh��)��Ҫ�z�Ҫ�����̎����ˇ����Ҫ��r���ȡ�
��3�������ܵ�ʩ��ǰ������(j��)�������I(y��)ָ������(y��ng)�����������P(gu��n)�ˆT�M�м��g(sh��)���ף������ü��g(sh��)����ӛ䛡�
��4�����ڸߜء��߉�����������ȼ���ױ��ĉ����ܵ����ں���ʩ��ǰ��(y��ng)��������λ��ʾ��D���Ա��ں���ʩ�����M���|(zh��)���O(ji��n)�ء�
2�������ϵ�Ҫ��
��1���������ӣ�������횾����|(zh��)���C�����������|(zh��)�����χ��ҬF(xi��n)�И˜ʣ����C�˜ʣ� ��Ҫ�� �M�ڲ��ϑ�(y��ng)����ԓ���Ҙ˜ʻ��ͬҎ(gu��)���ļ��g(sh��)�l����
��2�����Ӳ��ϣ����l�����z���u������⡢������̼�⡢���⡢��Ȳ��ȣ����|(zh��)����횷��χ��Ҙ˜ʣ����ИI(y��)�˜ʣ����Ҿ����|(zh��)���C�����������u���˲�����u���� ��⼃�Ȳ���(y��ng)����99.95%�� ������̼�⼃�Ȳ����� 99.5%����ˮ�������^ 0.005%��
��3�������ܵ����ƺͰ��b�F(xi��n)����(y��ng)�O(sh��)�÷���Ҫ��ĺ��Ă}��ͺ��l����ң����Ɍ����M�к��l�ĺ���c���ĵİl(f��)�ţ������ú���c�l(f��)��ӛ䛡�
3�������O(sh��)��
��1�����әC���O(sh��)����Ҫ�������������C��ֱ�����C���廡���C���ߜغ���䡢�Мغ���䡢����䡢������̼���w���o���C�����l����Ͳ����(n��i)ĥ�C��늄�ĥ��C�ȡ�
��2�����ډ����ܵ����ӵĸ���C����b���������늉���������Ҫ�����M�Йz��������Ҏ(gu��)������(sh��)�{(di��o)��(ji��)��(y��ng)�`�
4�������ˆT
��1�������ܵ�������(y��ng)�߂䰴���طN�O(sh��)�亸�Ӳ����ˆT���˼��t����ԇ�ϸ�ĺ����ϸ��C������ϸ��Ŀ�cʩ���Ŀ���m��(y��ng)������Ҏ(gu��)������Ч�ڃ�(n��i)��
��2�����l����ˆT�����l�}������ˆTҪ�����ձ���˾ �������^�̿��Ƴ���Ҏ(gu��)����(zh��)�С�
5��ʩ���h(hu��n)��
��1�����ӕr���L�ٲ���(y��ng)���^����Ҏ(gu��)���������^Ҏ(gu��)���r��(y��ng)�з��L�O(sh��)ʩ��
��a���ֹ�늻����� 8m/s��
��b���廡����������̼���w���o���� 2m/s��
��2������늻� 1m������(n��i)������Ȳ��ô��� 90%��
��3������ѩ���ʩ���r��Ҫ���O(sh��)���o����������泱��r����(y��ng)���o�A��Ҫ��Ĺ��ӣ������M�к濾��ȥ�����⡣
��4�����ӕr���S����ͭh(hu��n)���ض����£�
����̼��䓣� -20�棻�ͺϽ�䓣� -10 �棻�иߺϽ�䓣� 0�档
�������ӹ�ˇ
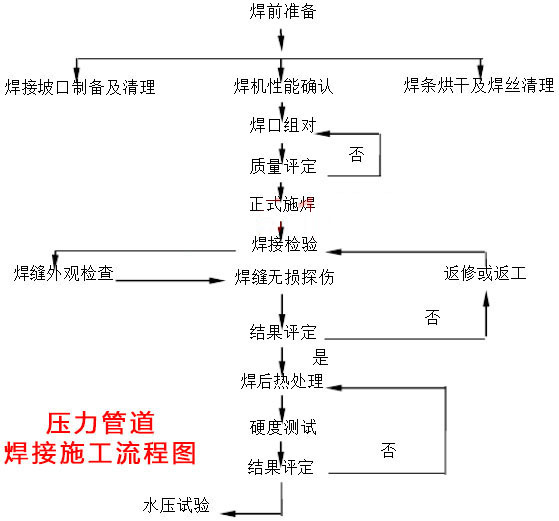
1�������ܵ�����ʩ�����̈D��Ҋ�D 1��
2����ǰ�ʂ估���^�M��
��1�������ܵ����ӷ������O(sh��)ӋҎ(gu��)����(zh��)�У����O(sh��)Ӌ�oҎ(gu��)���r���ɰ��ں��x�ú��ӷ��������ں�� 6mm�r�����x�Ú廡����廡�����늺��w�湤ˇ�����ں�6mm�r���ɲ��Ú廡����ף��ֹ�늻����w��ĺ��ӹ�ˇ��
��2�����Ӳ��ϵ��x�ð��O(sh��)ӋҎ(gu��)���� ���O(sh��)Ӌ�oҎ(gu��)���r�� ���� 1 ���� 2���� 3 �x�ã�����������Ҫ��
��a��ͬ�N���ӣ��������ӕr�����p�������ܺͻ��W�ɷ֑�(y��ng)�cĸ���ஔ���Һ��Ĺ�ˇ�������á�
��b�����N䓹��Ӻ��ӕr�����l�z���x��һ�㑪(y��ng)��������Ҫ��
������ �ɂ�(c��)�ܲľ��NJW���w���P䓕r�� ���x�óɷֽ��ڶ���֮�g���c�Ͻ����͵�һ��(c��)��ƥ��ĺ��l�����z��
������ �ɂ�(c��)֮һ��W���w���P䓕r�����x�ú�����^�ߵIJ��P䓺��l���z����
�� 1 �����̖���]�x�õĺ��Ӳ���
| �̖ | ���l늻��� | CO2�Ᵽ�� | �廡�� | |
| ���l | ���z�̖ ���˜�̖�� |
���z�̖ (�˜�̖�� |
||
| ��̖ (�˜�̖�� |
��̖ʾ�� | |||
| Q235-A�� F Q235-A 10���ܣ�20���ܣ� |
E4303 (GB/T5117) |
J422 | H08MnSi (GB/T14958) |
�� |
| Q235-B Q235-C 20G 20g 20R 20 ��呣� |
E4316 (GB/T5117) |
J426 | H08MnSi (GB/T14958) |
�� |
| E4315 (GB/T5117) |
J427 | |||
| 16Mn��16MnR | E5016 (GB/T5117) |
J506 | H08Mn2SiA (GB/T 14958) |
HlOMnSi (GB/T14957) |
| E5015 (GB/T5117) |
J507 | |||
| 12CrMo 12CrMoG |
E5515-B1 (GB/T5118) |
R207 | �� | H08CrMoA (GB/T14957) |
| 15CrMo 15CrMoG 15CrMoR |
E5515-B2 (GB/T5118) |
R307 | �� | Hl3CrMoA (GB/T14957) |
| 12CrlMoV 12CrlMoVG |
E5515-B2-V (GB/T5118) |
R317 | �� | H08CrMoVA (GB/T14957) |
| 1Cr5Mo | E5MoV-15 | R507 | �� | �� |
| 0Cr18Ni9 | E308-16 (GB/T983) |
A102 | �� | H0Cr2lNil0 (YB/T5091) |
| E308-15 (GB/T983) |
A107 | �� | ||
| 0Cr18Ni10Ti 1Cr18Ni9Ti |
E347-16 (GB/T983) |
A132 | �� | H0Cr21Ni10Ti (YB/T5091) |
| E347-15 (GB/T983) |
A137 | �� | ||
�� 2 ��ͬ�̖�ຸ���]�x�õĺ��Ӳ���
| ����䓲�e | ���^ĸ��e ��M�e̖ |
���l늻��� | �廡�� | ��ע | |
| ���l | ���z�̖ (�˜�̖�� |
||||
| ��̖ (�˜�̖�� |
��̖ʾ�� | ||||
| ̼���֮�g���� | �� | E4303 (GB/T5117) |
J422 | H08A(GB/T14957) | |
| E4315 (GB/T5117) |
J427 | ||||
| ̼����c���� �ԵͺϽ�䓺��� |
I + (II-1) | E4303 (GB/T5117) |
J422 | HlOMnSi(GB/T14957) | |
| E4315 (GB/T5117) |
J427 | ||||
| I + (II-2) | E4315 (GB/T5117) |
J427 | HlOMnSi(GB/T14957) | ||
| E5015 (GB/T5117) |
J507 | ||||
| I + (III-1) I + (III-2) |
E4315 (GB/T5117) |
J427 | HlOMnSi(GB/T14957) | ||
| E5015 (GB/T5117) |
J507 | ||||
| ̼����c�͟� �͵ͺϽ�� ���� |
I +IV | E4315 (GB/T5117) |
J427 | HlOMnSi (GB/T14957) |
�� |
| I +V | E4315 (GB/T5117) |
J427 | HlOMnSi (GB/T14957) |
�� | |
| ̼����c�͜� �͵ͺϽ�� ���� |
I +VI | E4315 (GB/T5117) |
J427 | HlOMnSi (GB/T14957) |
�� |
| �����ԵͺϽ�䓵ĺ��� | �� | E5015 (GB/T5117) |
J507 | HlOMnSi | |
| E5515-G (GB/T5118) |
J557 | (GB/T14957) | |||
| ����w��c�W ���w���P䓺��� |
I + (VD-1) | E309-16 (GB/T983) |
A302 | HlCr24Nil3 | |
| E309-15 (GB/T983) |
A307 | (YB/T5091) | |||
| E309MO-16 (GB/T983) |
A312 | �� | �� | ||
| 11+ (VD-1) | E309-16 (GB/T983) |
A302 | HlCr24Nil3 | ||
| E309MO-16 (GB/T983) |
A312 | (YB/T5091) | |||
| III+ (VD 1) | E310-16 (GB/T983) |
A402 | HlCr26Ni21 | ||
| E310-15 (GB/T983) |
A407 | (YB/T5091) | |||
| IV+ (VD-1) | E309-16 (GB/T983) |
A302 | HlCr24Nil3 (YB/T5091) |
�� | |
| E310-16 (GB/T983) |
A402 | HlCr26Ni21 (YB/T5091) |
�� | ||
| E310-15 (GB/T983) |
A407 | HlCr26Ni21 (YB/T5091) |
�� | ||
| V+(VD-1) | E309-16 (GB/T983) |
A302 | HlCr24Nil3 (YB/T5091) |
�� | |
| E310-16 (GB/T983) |
A402 | HlCr26Ni21 (YB/T5091) |
�� | ||
| E310-15 (GB/T983) |
A407 | HlCr26Ni21 (YB/T5091) |
�� | ||
| VI + (VD-1) | E309-16 (GB/T983) |
A302 | HlCr24Nil3 | ||
| E309-15 (GB/T983) |
A307 | (YB/T5091) | |||
�� 3 �����̖��ֽM
| e̖ | �M�e̖ | �̖ |
| I | I -1 | Q235-A�� F��Q235-A��Q235-B��Q235-C 10(��)��20,20g,20G,20R |
| II | II-1 | 16Mn��16MnR |
| II-2 | 15MnVR,15MnNbR,20MnMo | |
| 111 | 111-1 | 13MnNiMoNbR��18MnMoNbR��20MnMoNb |
| III-2 | 07MnCrMoVR | |
| IV | IV-1 | 12CrMo��12CrMoG��15CrMo��15CrMoG��15CrMoR�� 14Cr1Mo ,14Cr1MoR��12Cr1MoV��12Cr1MoVG |
| IV-2 | 12Cr2Mo��12Cr2MoG 12Cr2Mol��12Cr2MolR |
|
| V | V-l | lCr5Mo |
| VI | Vl-1 | 09MnD��09MnXiD��09MnNiDR |
| VI-2 | 16MnD��16MnDR��ISMnNiDR��20MnMoD | |
| Vl-3 | 07MnNiCrMoVDR��08MnNiCrMoVD��10Ni3MoVD | |
| VII | VU-1 | lCrl8Ni9Ti��0Crl8Ni9 0Crl8Nil0Ti��00Crl9Nil0 |
| VU-2 | 0Cr17Ni12Mo2��0Cr18Ni12Mo2Ti��00Cr17Ni14Mo2 0Cr19Ni13Mo3��00Cr19Ni13Mo3 |
|
| VIII | VIII-1 | 0Crl3 |
��3�����ӽ��^���¿���ʽ���ߴ缰�M��Ҫ���O(sh��)ӋҎ(gu��)����(zh��)�У����O(sh��)Ӌ�oҎ(gu��)���r������ 4 �_����
�� 4 ���ӽ��^�¿���ʽ�ͳߴ�
| ���T (mm) |
�¿� ���Q |
�¿ڳߴ� | ��ע | ||
| �g϶ �� (mm) |
�g߅ �� (mm) |
�¿ڽǶ� �����£����㣩 |
|||
| 1��3 | I�� �¿� |
0 ��1.5 | _ | _ | ���溸 |
| 3��6 | �p�溸 | ||||
| 3��9 | V�� �¿� |
0��2 | 0��2 | 65 ��75 | |
| 9��26 | 0��3 | 0��3 | 55 ��65 | ||
| 6��9 | ���|�� V�� �¿� |
3��5 | 0��2 | 45 ��55 | |
| 9��26 | 4��6 | 0��2 | |||
| 12��60 | X�� �¿� |
0��3 | 0��3 | 55 ��65 | |
| 20��60 | �pV�� �¿� |
0��3 | 1��3 | 65��75 (8 ��12) |
|
| 20��60 | U�� �¿� |
0��3 | 1��3 | (8 ��12) | |
| ���� 76�� 133 |
���� �¿� |
2��3 | _ | 45 ��60 | |
��4�������¿ڑ�(y��ng)�����з����ӹ���
��a���� SH3501-2001��ʯ�ͻ�����������ȼ���|(zh��)�ܵ�����ʩ�������Ҏ(gu��)�����֞� SHA���ĉ����ܵ����иߺϽ�䓼����P䓹ܵ����¿ڑ�(y��ng)���ÙCе�����ӹ���
��b�������ܵ��¿��˲��ÙCе�����ӹ��������ß�ӹ������r���и����ȥ��Ӱ푺����|(zh��)���ı���ӡ�
��5���ں���ͬ�Ĺ��ӣ������M���r����(y��ng)��(n��i)��ƽ�R�������e�ڣ����e��ֵ��(y��ng)���O(sh��)ӋҎ(gu��)����(zh��)�У����O(sh��)Ӌ�oҎ(gu��)���r����(y��ng)������Ҫ���(zh��)�У�
��a����������ȼ�ױ��ܵ��ֲ��e�ڞ�ں�� 10%���Ҳ����� 0.5mm��
��b���ߜء��߉����Ͻ�䓹ܵ��ֲ��e�ڞ�ں�� 10%���Ҳ����� 1.0mm��
��c�������ܵ��ֲ��e�ڞ�ں�� 10%���Ҳ����� 1.5mm��
��6�����ں�ͬ�Ĺ��ӣ������M���r����(y��ng)����ڹܰ����ڹܺ��������
��7���ܵ����p���O(sh��)�Ñ�(y��ng)���_��(y��ng)�����Ѕ^(q��)���ұ��ں��ӡ���̎�������N�z
��8�����ӽ��^�M��ǰ����(y��ng)��ɰ݆�����¿ڼ���ɂ�(c��)��(n��i)����棬�ھ��¿ڃɂ�(c��)20mm������(n��i)���������ᡢë�̡��P�ߡ�����Ƥ�������������|(zh��)���к������|(zh��)����ĥ�����ٹ�ɡ�
��9���J��z���¿ڼ���ɂ�(c��)�������Ѽy���A�ӵ�ȱ�ݡ�
��10�����P䓹ܵ�����늻����r�� �¿ڃɂ�(c��)�� 100mm������(n��i)��(y��ng)Ϳ�ۻ�������մ�ۄ���
��11�������M�b�r����(y��ng)���������ӣ������|���ι̣��Է�ֹ�ں��Ӻ͟�̎���^���аl(f��)��׃�κ��ӑ�(y��ng)����
��12�����O(sh��)ӋҎ(gu��)�����������⣬���ຸ�ڑ�(y��ng)��ֹ�����M�����������S�ß���Û�����ڣ��Է����ӑ�(y��ng)����
��13����������̎λ���ϵK���r�� �ϸ���ʩ��ǰ����(y��ng)�M���c���H�l����ͬ��ģ�M������ԇ������(j��ng)�o�p�z�y�ϸ����ʽ���ӡ�
��14���M���ܿھֲ��g϶�^��r��(y��ng)�O(sh��)��������Ҏ(gu��)���ߴ磬 �������g϶��(n��i)�������
��15�����l��ʹ��ǰ��(y��ng)�քe�����f����Ҫ���M�к�ɣ� �����ڱ���Ͳ��(n��i)�S���Sȡ�����zʹ��ǰ��(y��ng)������������ۡ��P�E�ȡ�
3�����
������λ���r���亸�Ӳ��ϡ����ӹ�ˇ���A��ضȵȑ�(y��ng)�c��ʽ������ͬ�⣬߀��(y��ng)�M������Ҫ��
a����λ����(y��ng)�ܱ��C���p����ʽʩ���^���в����_�ѣ����L���˞� 10�� 15mm�����˞� 2�� 4mm���Ҳ����^�ں�� 2/3����λ���p�ɶˑ�(y��ng)��ĥ�ɾ��
b����λ���������Ѽy������ȱ�ݣ�����ȱ�ݑ�(y��ng)�ص�ĥ�������M�ж�λ����
c���ںϽ�䓹ܱ����c���M�����߶�λ�r�����ߵIJ��|(zh��)/�̖/��̖/䓼��ͺ��đ�(y��ng)�c�ܲ���ͬ����������ߕr���������ô����Ť�ķ�������������� - ��Ȳ���и�ߕr����(y��ng)���x�ܵ����� 3mm̎�иȻ����ɰ݆��ĥƽ����
4����ʽ����
��1������������(y��ng)���¿ڃ�(n��i)�M�У������ڹ��ӣ�����������ȼ늻���ԇ�������R�r֧���
��2���ں����Б�(y��ng)�_�����ջ����|(zh��)�����ջ���(y��ng)��������M�����Ӻ��Č��g���^��(y��ng)��e�_��
��3�������ӹ�ˇ������Ҫ���⣬ÿ�l���p��(y��ng)һ���B�m(x��)���꣬����ʱ����Д࣬��(y��ng)��ȡ�����ʩ���ٺ��r��(y��ng)�м��z��_�J�o�Ѽy���ɰ����ӹ�ˇ�^�m(x��)ʩ�������A��Ҫ��Ĺܲđ�(y��ng)���A��Ҫ�������A���ʩ����
��4�����Ӻ��ӕr���ܶ�Ҫ�·�ס����ֹ�܃�(n��i)�����L��
��5�����ӕr���ӹ�ˇ����(sh��)������5����6 �x��
�� 5 ���l늻�����ˇ����(sh��)
| ���ӷ��� | ���lֱ����mm) | ���������A) | 늻�늉���V) |
| ���l늻��� | ��2.5 | 80��100 | 22 |
| ���l늻��� | ��3.2 | 100��140 | 22 |
| ���l늻��� | ��4.0 | 160��200 | 22 |
�� 6 �u�O�廡����ˇ����(sh��)
| ���ӷ��� | ���zֱ����mm�� | ���������A) | 늻�늉��� V�� | ���w������ L/min �� |
| �u�O�廡�� | �� 0.2��2.5 | 80 ��100 | 12 | 8��10 |
��6������(j��)�O(sh��)Ӌ�����ӹ�ˇ�u���躸ǰ�A��Ĺ��ӣ���������ǰ��(y��ng)��Ҫ���M�оֲ��A�ᡣ ���w������ �������ܵ����bͨ�ß�̎����ˇҎ(gu��)�̡� �е����P(gu��n)�l���(zh��)�С�
��7�������Ú廡����וr����(y��ng)���r�M�д���p�ęz�飬�ϸ��M���M���w�溸�ӣ��Է�ֹ�a(ch��n)���Ѽy��
��8���д���A��Ĺܲ�ʩ���^���У����g�ضȑ�(y��ng)������Ҏ(gu��)�����A��ضȵ����ޡ�
��9���С��ߺϽ�䓣����t���� 3%��Ͻ����� 5%���Ĺ��ӣ��������ӕr�����ֹ�����������^������(n��i)�ڑ�(y��ng)������Ϛ��w���o��
��10����ڴ�ֱ���ܵĺ��ӑ�(y��ng)���ö��Ӷ�����M�����Ӻ��ӣ� ���К廡����ĺ��Ӻ�Ȳ�С�� 3mm�����ӽ�(j��ng)�ԙz�ϸ�ɺ��ӴΌӣ�ֱ����ɡ�
��11����p�ٺ���׃�κ͑�(y��ng)����ֱ������ 194mm�Ĺ��ӣ������˲��ö��ˌ��Qʩ����
��12���������z���[�κ��p����(y��ng)��(j��ng)�z�ϸ�����M����������
��13���͜�䓡��W���w���P䓡��͟����g�ߺϽ���Լ��W���w�c�NJW���w���N䓽��^���ӕr��(y��ng)��������Ҏ(gu��)����
����a����(y��ng)�ں������I(y��)ָ����Ҏ(gu��)���ķ�����(n��i)���ڱ��C�����ۺ����õėl���£�����С�������늻����캸�ٺͶ��Ӷ������ˇ������(y��ng)���ƌ��g�ضȡ�
����b���������g����Ҫ��ߵ��p�溸�p���c���g���|(zh��)���|�ĺ��ӑ�(y��ng)���ʩ����
����c���͜�䓺����ꮅ���ˌ����p�M�б��溸���˻�̎����
����d���W���w���P䓺��p���丽�����摪(y��ng)�M����ϴ���g��̎����
��14���ܵ���������ʹ�õĹ����ߣ���(y��ng)�����Ӽ���̎�������Y(ji��)���ɲ����
��15���ܵ�֧���ܺ��ӵĺ����ͺ��ı���c�ܵ�����Ҫ����ͬ�����p�����ι̣��������^���oȱ�ݣ������^����Ҫ��ֹ�������ӣ����з�ֹ׃�εĴ�ʩ��
��16�����ں��ꑪ(y��ng)�M����������(j��ng)�ԙz�ϸ���ں��p�������Ϻ������˵Ĵ�̖�ӡ����������(y��ng)�Ĺܵ��ξ��D����ӛ䛡�
�ġ��|(zh��)���z�鼰�u��
1�����p�|(zh��)���z��
�������p��(y��ng)�M�����^�ԙz�͌��z�� �ԙz�ʞ� 100%�� ���z�ʸ���(j��)�O(sh��)ӋҪ���(zh��)�С����^�z���|(zh��)����(y��ng)�����O(sh��)ӋҪ���O(sh��)Ӌ�oҎ(gu��)���r����(y��ng)��������Ҫ��
��1�����p���^�������ã��cĸ�ĈA���^�ɣ��䌒����ÿ߅�w�^�¿�߅�� 2mm���ˡ�
��2�����p���治���S���Ѽy��δ�ۺϡ���ס��A�����w�R�ȴ��ڡ�
��3���O(sh��)Ӌ�ضȵ��� -29��Ĺܵ������P䓺ʹ�Ӳ�A���^��ĺϽ�䓹ܵ����p���棬������ҧ߅�F(xi��n)���������|(zh��)/�̖/��̖/䓼��ܵ�ҧ߅��Ȳ����� 0.5mm���B�m(x��)ҧ߅�L�Ȳ�����100mm���Һ��p�ɂ�(c��)ҧ߅���L������ԓ���pȫ�L�� 10%��
��4�����p���治�õ��ڹܵ����档���p��ߡ� 1+0.2 ���p�¿ڌ��ȣ��Ҳ�����3mm��
��5�����ӽ��^�e߅����(y��ng)���ڱں�� 10%���Ҳ����� 2mm��
2�����p�o�p�z�y
��1�������ܵ����p�o�p�z�y��������z�ʡ��ϸ�ȼ��͈�(zh��)�еĘ˜ʑ�(y��ng)���O(sh��)ӋҪ���(zh��)�С�
��2�����ٷֱȳ�z�ĺ��ӽ��^����(y��ng)���|(zh��)���z��T����(j��)�����ͬF(xi��n)������rָ���z�yλ�á�
��3��ͬ�ܾ��ĺ��ӽ��^��әz���в��ϸ�r����(y��ng)��ԓ�����IJ��ϸ�(sh��)�ӱ��z���Բ��ϸt��(y��ng)ȫ���z
��4�����ϸ�ĺ��pͬһ��λ�ķ��Δ�(sh��)���ǺϽ�䓹ܵ����ó��^ 3 �Σ�����䓷N�ܵ����ó��^ 2 �Ρ���(j��ng)����ĺ��p��ԭҪ��͙z�ϸ�
��5������Ҫ����˾���o�p�z�yͨ�����I(y��)ָ��������Ҏ(gu��)����(zh��)�С�
3���Ͻp���V�������O(sh��)ӋҎ(gu��)����(zh��)�С�
4�������̎���|(zh��)���z����(j��)�O(sh��)ӋҎ(gu��)���M�У������p��Ӳ��ֵ���^Ҏ(gu��)���ķ����r����(y��ng)��������ӱ��͙z��������ԭ�����ϸp�����M�П�̎����Ӳ�Ȝyԇ��
�塢��ȫ���g(sh��)��ʩ
1�����Ў���O(sh��)���������õĽӵأ���������̎�����چ��ӎ���O(sh��)��r��������șz���O(sh��)��ӵ��Ƿ����á�
2����늹��������bһ�ξ������Ӽ���̎���O(sh��)��ĽӾ����z�顢�S�ޱ�����Д��Դ���M�С�
3�������O(sh��)����¶���֡��D(zhu��n)�Ӳ��ּ���s���־���(y��ng)�O(sh��)���o�֣��������Ì�������ǽ^�����õ���Ƥ�������B��늺��Qһ�˵Ľ��^������ 5 �^��ܛ������
4���������]�Ϻ͔��_�Դ�_�P(gu��n)�r����(y��ng)���������ף�ͨ늺��|����늲��֡�
5�������x�_���������r������S���Д��Դ���z��ʩ�����ش_�o��N���xȥ��
6����ֹ���ӎ��Љ����Ĺܵ��� ��ֹ�ڴ�����ȼ�ױ���Ʒ��܇�g���Ҽ����܇� 5�ĵط��M�к����c�и
7���߿պ����c��̎��r����(y��ng)����ȫñ����ȫ�����y�����ߴ�����ʹ�õĹ���һ�ɷ��ڹ��ߴ���(n��i)���������ڿɿ��ĵ��c���ں����c��̎������ϲ��R�r���b���w�r����������̎������(y��ng)�Ԅӱ��_��
8���߿����I(y��)ʹ�õ��_�ּ�һ��Ҫ��ܛ�F�z���ι̣���������̎����ʹ��ǰҪ�J��z�飬��ֹ�������ӵ���ߌ��M�и��N������
9����ˎƤ�r��Ҫ��ֹˎƤ�����۾������ˌ��Q���r����(y��ng)����������ۡ�
10����̎����λ��(y��ng)�O(sh��)���@�ľ�ʾ���x��ʩ�� �ӟ���|�����ż��̖��|��(y��ng)�M���ܑҒ��O(sh��)�ã���ֹ����p����
11��������ȫ���g(sh��)Ҫ����˾����ȫ���a(ch��n)�����ƶȡ���Ҏ(gu��)����(zh��)�С�
�����|(zh��)��ӛ�
1�����̿������O(sh��)Ӌ���ͬҎ(gu��)�����r��I(y��)���ƽ������|(zh��)��ӛ䛣����O(sh��)Ӌ���ͬ�oҎ(gu��)���r����(y��ng)�����½����ļ�������
��1�������|(zh��)/�̖/��̖/䓼������C����
��2�������ϸ��C����
��3�����l���ӛ䛡����İl(f��)��ӛ䛣�
��4�����p���^�|(zh��)���z��ӛ䛣�
��5������ӛ䛣�
��6�����p�o�p�z�y��漰��Ƭʾ��D��
��7�����p��̎���漰λ��ʾ��D��
��8�����p���V������档
��9�����pӲ�Ȉ�档
��10���漰�ĺ��ӹ�ˇ�u����Ρ�
��11������̽��ί�ІΡ�
��12�����ڹ��V����ί�ІΡ�
��13�����ڟ�̎��ί�ІΡ�
��14���������I(y��)ָ������
�������ϱ�ʽ��������˾�������ܵ����b�|(zh��)���ļ�ӛ䛈������x�á�
2����Ҏ(gu��)�����漰�������|(zh��)��ӛ䛰�����˾���|(zh��)��ӛ䛿��Ƴ���Ҏ(gu��)����(zh��)�С�
���ˣ������Y(ji��)���������ף��D(zhu��n)�dՈ����朽ӣ��Ͻ�䓹���www.youwin2019.com/hejin/