���I(y��)���a(ch��n)��(j��ng)�I�Ͻ�䓹�
��˾䓹ܬF(xi��n)؛�YԴ����Ҏ(gu��)���Rȫ���|(zh��)��(y��u)�r��
��˾䓹ܬF(xi��n)؛�YԴ����Ҏ(gu��)���Rȫ���|(zh��)��(y��u)�r��
һ���m�÷���
�������Ͻ�䓹ܺ��ӹ�ˇҎ(gu��)���m���ڹ����c���ӡ������c����֮�g�Č��Ӻͽǽӽ��^�����ӕr���ɲ��ü� CO2 ���w�� CO2+Ar ��Ϛ��w�� CO2 ���Ԅӻ��ԄӺ��ӣ�Ҳ�ɲ����u�O�廡��������λ�Þ����ˮƽ�D(zhu��n)��λ�ú���ˮƽ�̶�λ�á�ͬ�rҎ(gu��)���� CO2���w���o�����u�O�廡�����ڹ��Ӻ��ӵĺ���ǰ��(zh��n)�䡢�ˆT����ˇҪ��ˇ�^�̺͙z
�����ļ���Q/SWS 42-010-2003 ���p����ͨ�ù�ˇҎ(gu��)��
��������ǰ��(zh��n)��
1��CO2 ���Ԅӻ��ԄӺ����z�x�ã�Ҋ��1��
��1 CO2 ���Ԅӻ��ԄӺ����z�x��
| ĸ�IJ��|(zh��)/�̖/��̖/䓼� | ���z��̖ | Ҏ(gu��)��mm�� |
|
| ̼䓹� | H08Mn2SiA�� DW-100 TWE-711�� YJ502 KFX-712C |
�� 0.8 �� 1.0 �� 1.2 |
|
| ���P䓹� | 1Cr18Ni9Ti | 1Cr18Ni9Ti | �� 1.0 �� 1.2 |
| 316L | 316L(��о�� 316L(ˎо�� |
||
| 317L | 317L(��о�� 317L(ˎо�� |
||
2���u�O�廡�����z���x�ã�Ҋ��2��
��2 �u�O�廡�����z���x��
| ĸ�IJ��|(zh��)/�̖/��̖/䓼� | ���z��̖ | Ҏ(gu��)��mm) |
|
| ̼䓹� | J50 | �� 1.6 �� 2.4 |
|
| ���P䓹� | 1Cr18Ni9Ti | 1Cr18Ni9Ti����� | |
| 316L | 316L (��� | ||
| 317L | 317L (��� | ||
3�����o���w
�����oՓ�� CO2 ���Ԅӻ��ԄӺ����õ� CO2 ���w��CO2+Ar ��Ϛ��w��߀���u�O�廡�����õļ� Ar ���w������(y��ng)���Ϛ��w�|(zh��)��ʹ�Ø�(bi��o)��(zh��n)���伃���_ 99.9 %��
4�������O(sh��)��
����ʹ�õĺ��C��(y��ng)��(y��n)���M�ж��ڙz�y�S�ޣ��_�����õIJ������ܡ�
5�������¿�
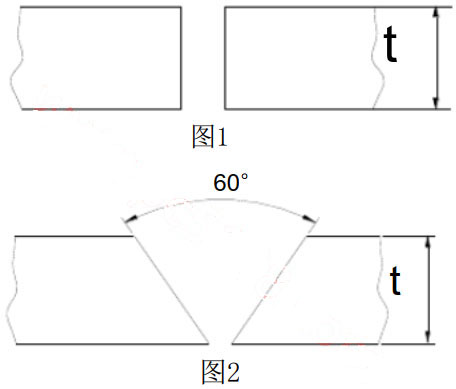
5.1 �ں� t �� 2mm�r�����ӌ���ƴ�p�����_�¿ں��ӣ�Ҋ�D1��
5.2 �ں� t �� 2mm�Ĺ��ӌ���ƴ�p������(y��ng)�_�¿ڣ�Ҋ�D2��
6����ǰ�坍
6.1 ������회����p�¿�����¿ڃɂ�(c��)���� 20mm������(n��i)���ǽӺ��p�ں�����ɂ�(c��)���� 20mm������(n��i)������������ȥ���͡��P�����
6.2 ����̼䓹ܵ��P�g����(y��ng)���ˢ��ĥ���P�����P䓹ܑ�(y��ng)�ñ�ͪ�M��������
6.3 �¿ڼӹ�����ë�̑�(y��ng)��ȥ������(y��ng)����������
7���ˆT��(zh��n)��
����������ԓ��ˇ���ӵĺ�������횽�(j��ng)�^�������Y���J(r��n)�ɿ�ԇ����ԇ�ϸ�(j��ng)�������J(r��n)�ɺ��܅��c����(y��ng)�ȼ��Ŀ�ĺ��ӡ�
������ˇҪ��
1���b��Ҫ��
1.1 �b�乤�ڰ��b���ӌ��ӕr������Ҫ�z����ӽӿ�ͬ�Ķȣ���ֹ���b�e߅��
1.2 ���ӌ��Ӷ�λ���x�ö�λ���R���̶������ں��p��(n��i)����λ���̶���
1.3 �b���g϶��Ҋ��3��
��3 �b���g϶
|
����Ҏ(gu��)�� ������ֱ�� �� ���ں� t�� |
�¿���ʽ | �g϶��mm) |
| t �� 2�� �� �o���ƣ� | I�� | 1.6��2 |
| �� �� 90 �� 2�� t ��4 | V�� | 2��2.4 |
| �� ��90 �� t �� 4 | V�� | 2.4��3 |
2������Ҫ����溸�p����͵Ĺ���ƴ�p����ǰ����ɫ���ٹ܃�(n��i)��(y��ng)���Ᵽ�o���������u�O�廡���� TIG ������ס�
3�����ϰ��bҪ����溸�p����͵Ĺ���ƴ�p����o���M�г�Ᵽ�o�������Б�(y��ng)�м�(x��)�^���۳أ��Դ_�����溸�p�|(zh��)�������ڲ��P䓹ܣ����܃�(n��i)Ҫ���g��̎����
4�����Ӆ���(sh��)
������_�����ӵĺ����|(zh��)�������ӕr��(y��ng)���ձ�4 �ĺ��Ӆ���(sh��)�M�С�
��4 ���Ӆ���(sh��)
| ���� ���� |
����Ҏ(gu��)�� ��mm�� ��ֱ�� �� �ں� t) |
�� ��(sh��) |
���z ֱ�� ��mm�� |
�u�� ֱ�� ��mm�� |
���� ��� (A) |
늻� 늉� (V) |
���w���� (L/MIN) | |
| ���� ������ |
���o ������ |
|||||||
| CO2 �� �� �� �� �� �� �� |
t�� 2 ���� ���� �ƣ� |
1 | 0.8 1.0 |
�D | 70��130 | 16��21 | 15��20 | �D |
| �� �� 90 �� 2�� t�� 4 |
2 | |||||||
| 90-150 | 18��22 | |||||||
| �� �� 90 �� t��4 |
1 | 1.0 1.2 |
70-130 | 16��21 | ||||
| 2 | 90-150 | 18��22 | ||||||
| 3 | 100〜160 | 18��24 | ||||||
| �u �O �� �� �� |
t�� 2 �� �� ���� �ƣ� |
1 | 1.6 | 2.4 | 45 | 11 | 12 | 4 |
| �� �� 90 �� 2�� t�� 4 |
1 | 50��55 | 13��14 | 15 | 5 | |||
| 2 | 45��50 | 12��13 | ||||||
| 3 | 2.4 | 55��60 | 13��14 | |||||
| �� �� 90 �� t��4 |
1 | 1.6 | 50��60 | 16 | 6 | |||
| 2 | 60��70 | 14��15 | ||||||
| 3 | 2.4 | |||||||
�ġ���ˇ�^��
1����ǰ���
������ǰ�����X�K�z�����������ӽӿp�ɶ��漰�¿����ס �������^�L���ӿɲ��ú��d����ĭ�����ܼ��ȹ������ɶ°壬�O(sh��)���ھຸ�p 150mm��200mm�ăɂ�(c��)�����һ�����ң�������һ�˳��⣬������һ���_һ���s 5mm��С���Ś⣬�ȹ��Ӄ�(n��i)�՚��űM��������M�����_ʼ���ӡ�
2�������^��
�������ӕr����˺�_�¿����ϵ��X�K�z�����L�s�� 30��40�� mm����һ�κ���˺�_һ�Ρ����Ì��¿����ϵ��X�K�z��ȫ��˺����ٺ��������^���У����ʼ�K���܃�(n��i)��屣�o��
3��������
�������ӽY(ji��)��ͣ����(sh��)��犺���ֹͣ��Ᵽ�o�����ڶ��Ӻ������g�Ӻ��w��ӣ��oՓ���úηN�������ӣ����ȫ�^��̎�ڹ܃�(n��i)��Ᵽ�o�����m(x��)���������^���ӽY(ji��)����
4������Ҫ������ۺ������侀̽��Ҫ��Ĺ���ƴ�p���磺�����ܵ�ƴ�p���Ӵ�ӿ�ֱ���x�� CO2 ���w���o������Ҫ���侀̽���Ĺ���ƴ�p����ӱ�횲����u�O�廡�������g�Ӽ��w��ӿɲ��� CO2 ���w���o�����u�O�廡�����ӡ�
5������Ҫ�I(l��ng)
5.1 CO2���w���o������Ҫ�I(l��ng)
5.1.1 �����У������ǶȺ��� 15�㡫 20�㣬���z����L�Ȟ飨10��15�� mm��
5.1.2 ��(d��ng)���ÙM��[���\�l�����r���[�ӷ����Դ��ڸ����g϶��ǰһ�Ӻ��p��ֺ�ˣ�������ͣ�D���Ա��C��������ֺ�g����
5.1.3 ��;Ϩ���r�������ɰ݆�����Ӵ�ĥ�ɈA���^�ɣ��������^�m(x��)���ӡ���(d��ng)���p�c��λ����ӕr����회���λ��ȥ����Ȼ�����������ӡ�
5.2 �u�O�廡������Ҫ�I(l��ng)
5.2.1 ����ˮƽ�D(zhu��n)�ӹ��ӌ��ӵĺ��ӣ��������x�ڴ�ֱλ���c���ӷ����෴10�㡫 20��^(q��)���(n��i)�������� 1��2 �c�λ�ã���
5.2.2 ����ˮƽ�̶����ӌ��ӵĺ��ӣ�������(y��ng)�x����Ę��ƫ���ƫ�� 10mm ̎������형rᘺ��ӣ������c�ڼs 5 �c�λ�á���rᘺ��ӣ������c�ڼs 7 �c�λ�ã� ��
5.2.3 ������������¿ڃ�(n��i)���������¿�̎�ܱڱ����S��������
5.2.4 ����ÿ���c��λ�ã���ʩ���^���� ,ʼ�K�؈A�ܷ����M��׃���������Ӳ��ð�����������Ժ��z���ԵΠ���ʽʹ���z�ܻ����۵������ۿ����γ��۳أ���亸�z���cʼ�K���۳�(n��i)������Ҫ�����Ƅӡ�
5.2.5 ��(d��ng)����Ϩ�������������r�������c��(y��ng)�ڻ��Ӻ����دB���p�� 5�� 10�� mm̎������늻���Ȼ����������̎ͣ���� 5��10���룬�ԫ@���c���pͬ���������ĺ��p���S���ӷ����\����ֱ���Ƅ������Ӹ������F(xi��n)�ۿוr��������亸�z��
5.2.6 ���ӽY(ji��)����(y��ng)�������C�ϵ����˥�p�b�ã���u�pС����������Ķ�ʹ�۳���u׃С��Ϩ��������ջ�̎�ӕr���o��ֱ���۳����������淽�����_��
�塢�z�
1�����ӽY(ji��)��������회��Լ�������λ�ĺ��p���������w�R�����м�(x��)�z�������ĺ��p�����Ƿ���ں���ȱ�ݣ�����ȱ�ݴ��ڣ������ɰ݆��ȱ�ݣ����a�������ύ��ա�
2�����ӱ��溸�p�����^�z�飬��(y��ng)��ԓ�������Ӻ��ӱ����|(zh��)�����Ҫ���(zh��)�С�
3�����Ӻ��p�ă�(n��i)���|(zh��)������(y��ng)����ͬ��ϵ��ˇҪ���M��һ������ X ����Ƭ�z�飬�uƬ��(bi��o)��(zh��n)��ԓ�������Ӻ�����Ƭ�uƬ��(bi��o)��(zh��n)��(zh��)�С�
4����(d��ng)���p��(n��i)����(j��ng) X ��̽�����г���(bi��o)��(zh��n)��ȱ�ݴ��ڕr������M���ޏ�(f��)������ˇ�� Q/SWS 42-010-2003�����p����ͨ�ù�ˇҎ(gu��)������(zh��)�С�
5������ȱ���ޏ�(f��)����(y��ng)�x��ɰ݆��Cе�ķ�����ȱ�ݲ�λ���������M�к��ӣ������M�� X ��̽���z�顣��(d��ng)����ȱ����������ܕr���z��T��ԭ��Ƭ��λ�ɶ��Й�(qu��n)��Ƭ�z�顣
6����(d��ng)���Ӻ��ӽY(ji��)������M������ԇ�z��ĺ��p���НB©���t���ֹͣ����ԇ�ҳ��B©��λ����ɰ݆��Cе�ķ��������B©̎�ĺ��p�����º��ӣ����ٴ��M������ԇ�z�飬ֱ���B©��ʧ��